
高氮钢的焊接工艺是近年来国内外研究的一个热门,研究内容包括保护气种类,焊接材料的选择,自动TIG焊,搅拌摩擦焊,MIG焊,激光焊等不同焊接方法对高氮钢氮含量的影响。
为了研究保护气体中的氮分压对焊缝氮含量以及存在形态的影响,文献[7]中采用熔化极气体保护焊焊接方法,于高压的氮气氛中开展SUS316L钢的焊接性试验,结果发现,随着氮气压的增加,焊缝氮含量也随之增加,0.1MPa 时的0.2wt% 增加到6.1MPa时的0.65wt%,焊后观察的焊缝并未发现气孔。68187
采用钨极氩弧焊焊接方法时,能够使电弧起弧的临界压强大约为1.1MPa,超过该值,电弧起弧困难,电弧的稳定性降低.Vitpas 等[9]研究发现通过向氩气中加入一定量的氮气作为保护气体,焊缝熔池及随后焊缝中的氮含量有所增加,而且随着氮比例增加,焊缝氮含量也随之增加;电子束焊时[8],保护气体种类对气孔形成影响则不太明显, 但保护气体不同,焊缝最终含氮量也不相同,以氮气作为保护气体比采用氩气时焊缝氮含量要高,但仍然低于母材的含氮量(如图1),所以增加气氛中的氮分压有利于降低焊缝中的氮损失。
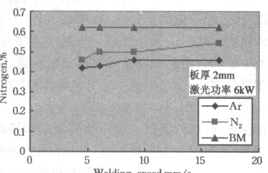
图1.保护气体和焊接速度对焊缝氮含量的影响
Hertzman 等[7]采用自熔TIG焊接方法发现,随氮比例的增加,焊缝氮含量也随之增加,但超过一定比例后会形成氮气孔;同样,采用GTAW方法焊接高氮钢,当氮的比例达到8%时,不仅促使了焊缝中气孔的形成,而且增大了对钨电极的损耗[10],当然氮气孔形成与焊缝合金化元素含量低不无关系
采用熔化极惰性气体保护焊方法对高氮钢进行了焊接,研究了焊接接头的组织和力学性能得出如下结论Cr-Mn-Ni-N合金系含氮不锈钢焊丝可用于1Cr22Mn16N高氮钢焊接,焊接接头强度与母材相当[9]。
用合金焊丝对高氮无镍奥氏体不锈钢薄板进行TIG对焊焊接,并对部分试样进行了焊后固溶处理。发现当焊缝氮含量0.6%时,其接头无明显热影响区;含钼的焊缝可有效阻止接头产生氮孔,使固溶处理后接头显微硬度值达HV390,抗拉强度达930MPa。在保证接头质量前提下,采用较低的焊接电流及适当提高焊接速度来保证熔池较大的过冷度是非常必要[12]。论文网
对高氮钢激光焊接热影响区( HAZ) 的组织和性能进行研究.得出随着焊接冷却速度的增大,高氮钢粗晶区的显微硬度增大;随着焊接峰值温度降低,热影响区显微硬度逐渐减小。焊接热影响区显微硬度均高于母材,没有出现软化区。随着冷却速度的增大,热影响区粗晶区的冲击吸收功先上升然后降低,而整个热影响区出现了两处脆化区[5]。
1 氮的析出
氮气孔
氮含量超过其在液相合金中溶解度时,在熔池以及随后的凝固过程中,有形成氮气孔倾向。M. R. Ridolfi[13] 从热力学角度的研究认为,合金元素Cr, Mn, Ti, Mo 等有利于防止气孔形成;适量的活性元素也可以起到类似的作用[26]。
氮化物
焊接加工时热影响区氮化物析出是固溶氮的一种主要损失方式。对等温过程中氮化物析出动力学以及胞状析出。日本钢铁协会进行的摩擦焊试验发现[14]接头由于经历了热作用, 在连接线附近的晶粒晶界上发现了Cr2N和CrN 氮化物析出相, 接头的硬度和抗拉强度都有不同程度的降,这是因为氮化物的析出,降低了基体中的固溶氮含量, 也降低了接头的性能。
2 氮的溶入
Ilakomskii V,Torkhov G F等对电弧空间氮分压研究表明: 低氮分压下, 氮溶解度与氮分压的平方根存在线形关系, 氮含量的提高部分归于等离子弧中受激N2分子的作用;在较高氮分压下, 焊缝氮浓度不再依赖于电弧空间的氮分压, 达到稳定状态, 此时氮含量为一恒定值, 在这一氮分压范围, 熔池中的氮将会处于过饱和状态,并以气泡的形式析出[15]。 国内外有关高氮钢焊接过程氮行为的研究现状:http://www.751com.cn/cailiao/lunwen_76639.html