
(6) 制造设备结构简单,价格便宜。
从上面可以看出,挤出成型的作用是其他工艺在塑料加工当中无法比拟的,很多塑料制品都是由挤出成型工艺生产加工出来的。因此挤出成型的工艺技术至关重要,现在正朝着三个方向发展,分别是大型化、高速化和自动化[5]。
而完成塑料生产挤出的关键装置是塑料挤出机,它在整个塑料生产挤出过程中发挥着巨大的作用。塑料挤出机是根本,然后才有挤出成型。原料的优劣和设备的精良都直接决定了塑料产品的质量,除了这两个外,工艺参数也是重要组成部分。而工艺参数中的首要参数是挤出机的温度,因此必须对挤出机温度进行精确的控制,这对提高塑料制品的质量有着重要的意义。
1.3 课题的研究内容
本文根据塑料挤出机温度控制系统在国内外的发展现状,结合温度控制系统的特点,对温度控制技术进行研究,主要工作可以分为以下几点:
1.阐述塑料挤出机当前的发展现状和趋势,分析国内外温度控制的方法,对塑料挤出机的温度控制系统进行研究,设计出合适的控制算法。
2.论述塑料挤出机的结构和工作原理,以及温度控制的重要性,分析了挤出机温度控制的特点。
3.结合常规控制方法和PID控制算法的特点,采用根据温度偏差的大小分离积分项的PID控制算法,这种算法在PLC上容易实现。
4.对塑料挤出机温度控制系统的硬件进行设计,选取合适本设计温度控制系统的硬件,说明系统的硬件连接及工作原理。
5.对塑料挤出机温度控制系统的软件进行设计,使用PLC编程软件实现对PID控制算法及相关子程序的软件设计。
6.运用组态软件设计出上位机温度控制界面,并利用组态语言实现PID的控制。
第二章 塑料挤出机温度控制系统的介绍
2.1塑料挤出机温度控制概述
2.1.1塑料挤出机结构及工作原理
塑料的制造过程需要固定的成型设备,在这套整体设备中,塑料挤出机就是我们常说的主机,而辅机就是挤出后定型切割等相关后续设备。塑料挤出机有单螺杆、双螺杆、多螺杆等多种类型,随着技术的进步,已经出现无螺杆挤出机。在多种类型中,单螺杆挤出机的发展时间最长,且结构不复杂,操作方便,适用性广,加上性能价格比好等优点,从而得到了广泛的应用。我国塑料机械行业绝大部分都是单螺杆挤出机。
通常挤出生产线由两个部分构成,分别是主机和辅机,它们是制品顺利生产出来的基本条件。主机由三个部分来完成对塑料的挤出,分别是挤压系统,传动系统和加热冷却系统。辅机的构成部分比较繁杂,其中有冷却定型装置、牵引装置、料斗加料装置、切割装置等。下面通过以管材挤出机生产线为例,介绍它的主要组成部分和工作原理(见图2-1)。
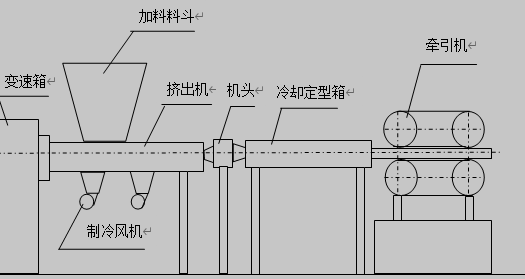
图2-1 管材挤出机生产线主要组成部分
生产挤出过程如下:先将塑料料粒加入到加料料斗中,通过螺杆的旋转,料粒开始前移,在前移的过程中机筒温度不断升高,料粒开始受热融化,最后在机头位置挤出。由于机头具有一定的型号和尺寸,挤出后的制品将具有一定的形状和大小,再经过冷却成型装置冷却定型后,成为一定形状的管材。
挤出机主机是塑料生产挤出的核心设备,其分为传动系统、挤压系统和加热冷却系统。
传动系统是给螺杆提供动力,从而使螺杆旋转,并且控制螺杆的转速和力矩,防止转动过快或过慢导致原料无法传送。 PLC塑料挤出机的温度控制系统设计+源程序(3):http://www.751com.cn/zidonghua/lunwen_64416.html