
螺旋焊管应用现状与发展近年来,螺旋焊管在天然气长输管道上得到较大的应用和发展。目前国际上陆地天然气管道的钢级已从X70发展到X80。从2003年开始,在我国和北美陆续新建了3条X80天然气长距离输送管道,大大推进了X80钢在陆地天然气管道的应用。新建的X80天然气长输管道均大量采用了螺旋焊管,提高了管道的经济性和竞争力。当前海底管道钢管的钢级已提高到X70,管道输气量不断提高,正在建设的俄罗斯—西欧的北溪管道采用双管,输气量2×275亿m3/a。68174
在不到10年的时间里,我国天然气长输管道用钢从X70发展到X80,达到了国际先进水平。就全球已经建成和正在建设的天然气高压长输管道而言,不论钢级、长度、管径、壁厚还是输送压力,我国的西气东输二线工程都堪称世界之最。
目前我国在在大应变钢管开发和超高强度管线钢管开发上取得新的进展。大应变钢管制造与应用技术日趋成熟,并对钢管的轴向拉伸、压缩极限进行了大量的研究分析和实物试验,获得了关于大应变钢管极限变形能力的数据,建立了较为准确的分析方法;进行了大量的环焊缝焊接和宽板拉伸试验,掌握了环焊缝缺陷容限与纵向应变量的规律,并进行了现场试验段的焊接,为焊缝质量提供了保证。在焊接方法有了较大的完善,工艺方面日益成熟。平津对螺旋管焊缝采用激光视觉传感系统进行了研究。
2 螺旋管的生产过程
螺旋缝埋弧焊管有两种生产方式,一种是连续成形焊接生产方式。另外一种生产方法通常称为“离线焊接”或“两步法”,下面分别对以上两种螺旋管的生产方式一一介绍。
一 、“在线焊接”生产方式
在钢带的成型阶段包含了压平、矫直、铣边、递送、预弯等一系列工序,最后到成型台上成型。在生产线上一般安装两台铣边机对带钢两侧边缘进行铣削(见图1.3),带钢在两辊递送机的牵引下向前行走,两侧铣边机刀盘在电机的驱动下做高速旋转,铣削带钢边缘。为了防止带钢两侧上下摆动,在铣边机前后可设置挡辊、夹辊、托辊,确保带钢始终在铣削工位上[18]。
用铣边机加工出符合成形需要的精板,选择合适的铣削工艺是生产合格的螺旋双面埋弧焊钢管的关键,而铣削工艺要根据焊接速度、板宽、板厚、产品质量要求等来确定。
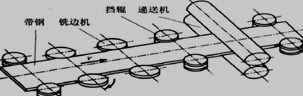
图1.3 铣边加工
螺旋焊管机组的核心部分是具有组合式结构的成型台。成型台机座是钢板焊接结构,底座包括由带钢输送和钢管导出组成的两个机架的回转枢纽,全部控制辊由电机驱动,控制调节钢管的成型是非常方便的。
成型之后,即采用埋弧焊进行钢管内、外连续焊接(见图1.4)。文献[1]分别对焊枪送丝和软管送丝这两种螺旋埋弧焊管内焊送丝系统进行了说明和比较,软管送丝机构在大直接螺旋管内焊中具有不可比拟的优势。所以在焊接过程中要严格控制焊接工艺参数来优化焊缝形貌。论文网
为了向枪头输送焊剂并回去收多余的焊剂,需要安装带有磁粉分离器的焊剂输送和回收系统,以便能够收集焊剂中的氧化物、药渣等杂质。内焊系统安装了一个特殊的液压机械对中装置,它的两个导向辊安装在带钢边上,并与内焊头相连,一旦带钢发生轻微的移动,焊头将作相应的运动,以保证焊枪总是处于钢管捏合间隙的中央,可有效地对焊接位置进行控制。
图1.4 埋弧焊精焊
下管桥终端安装有光电传感器,钢管达到定尺长度时,切管小车上的夹紧轮自动锁紧,由等离子切割机切下,四个液压控制的下管装置将钢管输送到导管斜梁架上进行外观检查。文献[2]介绍了一种适合于螺旋焊管生产的飞切机的结构和特点。文献[3]中通过合理设计烟尘回收的方法,改进吸尘罩的设计,将钢管内部的等离子烟尘完全吸入到空气净化处理器中,解决了生产车间空气污染的难题[19]。 螺旋管生产工艺研究现状:http://www.751com.cn/yanjiu/lunwen_76617.html