
活性钨极氢弧焊从20世纪60年代中期,鸟克兰巴顿焊接研究所发现TIG焊过程中在母材表面涂敷卤化物可使钛合金焊缝深度增加。至今,各国焊接学者在活性剂增加焊接熔深的机理方面做了大量的研究工作。目前,活性TIG焊熔深增加主要是电弧收缩和表面张力变化两种原因共同作用的结果。68174
活性剂受电弧高温作用蒸发,以原子形态包围在电弧四周,并与周边低温区能量较低的电子结合成负离子消散到空气中,导致电弧内电子数量减少,电弧导电性减弱,使电流束缚在电弧中心,电弧自动收缩,以致具有较高的能量密度,故焊缝变窄,熔深增加。此外,熔池液态金属的表面张力随温度升高而减小,即dα/dT<0,由于表面张力大的液体粘度大,流动性差,因此表面张力小的液体会向表面张力大的地方流动。在熔池中,中心区域较周边温度高,表面张力小,故熔池金属会由中心向四周向流动,如图1.2(a),形成宽而浅的焊缝。但是,当熔池金属接触到活性剂后,活性剂某些元素作用能使熔池金属的表面张力对温度的依赖关系发生重大变化,温度系数转变为正,表面张力随温度升一高而增大,即dα/dT>O。此时,熔池中心区域由于温度高而具有较大的表面张力,使熔池周边金属向中心区域流动,如图l(b)。这种流动模式可有效地使电弧热量通过液流直接传人熔池底部,使底部的加热效率提高,形成窄而深的焊缝。
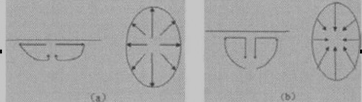
图1.2熔池金属流动示意图
(2)热丝TIG焊(Hot-wire TIG welding)
1956年,热丝TIG焊被成功开发。这种技术首先于上世纪80年代初在美国工业生产中得到成功应用之后,在世界各工业发达国家推广使用。与传统TIG焊相比,其在节约焊材和电能的同时,提高了熔敷效率,而且调整了焊接熔池的热输人量,使TIG焊接法用于厚壁制件成为可能。目前,热丝TIG焊可焊的最大壁厚达300mm[14]。
热丝TIG焊接技术已经在压力容器、军械制造和航空航天工程等高端工业部门用于碳钢、合金钢、不锈钢和镍基合金、钦合金等重要部件的焊接,并已得到焊接界人士的普遍重视。但由于热丝TIG焊接设备成本高,且不适用于铝及其合金、铜及其合金等导电性良好的材料焊接,故在实际应用上具有一定程度的局限性。论文网
(3)TOP-TIG焊
TOP-TIG焊接技术是由法国SAF公司率先研发的一项重要的创新技术。与传统热丝TIG焊的设计理念不同,该技术直接利用电弧弧柱区的辐射热和等离子区的高温来熔化填充焊丝,加快焊接速度,且焊接过程不产生飞溅。此外,该方法的最大优点在于无需利用独立电源对填充焊丝加热,只需重新设计与送丝系统一体化的焊枪,使焊丝在进人熔池之前通过弧柱区,进而大大简化了焊接辅助设备。但是,目前该技术并不成熟,且主要用于厚度为3mm以下的薄板装配,尚未解决焊接厚度较大制件的问题[15]。
(4)TIP-TIG焊
TIP-TIG焊是利用一套四辊转动装置产生的高速线性振荡叠加在焊丝上并将焊丝平稳输送的一种新型焊接技术。焊丝所形成的动态振动将对熔池形成强烈的机械搅拌,引起熔池液态金属表面张力的破坏,进而更有效的清除液态金属中残留的杂质及气体,提高焊缝的质量[16]。与热丝TIG焊相比,TIP-TIG焊缝杂质的含量将降低50%;而MIG/MAG焊相比,焊缝的成形较好。虽然TIP-TIG焊接技术正处于起步阶段。研究的人员较少,但是该方法以其焊接速度高、变形小、能够与任何水冷TIG焊电源连接等特点受到了广泛的重视。
(5)窄间隙TIG焊(Narrow gap TIG welding,简称NG-TIG) TIG焊接研究现状:http://www.751com.cn/yanjiu/lunwen_76616.html