
万向脚轮是个统称,包括活动脚轮和固定脚轮。固定脚轮没有旋转结构,不能水平转动只能垂直转动。这两种脚轮一般都是搭配用的,比如手推车的结构是前边两个固定轮,后边靠近推动扶手的是两个活动万向轮。49095
脚轮的构造由单轮装在支架上而成,用于安装在设备下面令其自由移动。。脚轮是个统称,包括活动脚轮和固定脚轮两大类:
(1)固定脚轮固定支架配上单轮,有旋转结构,不能水平转动只能垂直转动,只能沿直线移动。
(2)万向活动脚轮360度转向的支架配上单轮,能随意向任何方向行驶。万向轮就是所谓的活动脚轮,它的结构允许水平360度旋转固定脚轮没。
2国内万向轮装配的现状
一直以来,企业通常是通过工人用小型冲床手动打黄油机、手动安装轴承 安装顶固螺栓等,在万向轮的安装过程中,人工安装部分较多。存在缺点是人劳动强度较大,而且加上国内制造技术的落后,使得万向轮的装配存在生产效率低,产品质量不稳定及产品成本较高等诸多缺陷。而且对于万向轮,这一应用极为广泛的产品而言,前面所提及的装配的诸多缺点,都严重制约了企业的发展,所以需要自动化装配 。
自动化装配具有以下几个显著的特点:(1)可以大幅度的解放现有的劳动力,减轻人的劳动强度;(2)由于应用较为先进的技术,使得生产效率大幅提高;(3)缩短万向脚轮的生产周期,减少生产成本,提高企业的市场竞争力,从而更好地发展壮大自己等。
现在有部分企业尝试设计自动装配机 :
广东省东湾市某企业发明了一种回旋式自动化脚轮装配机(专利号 CN102091929 A)。如图1—1所示。
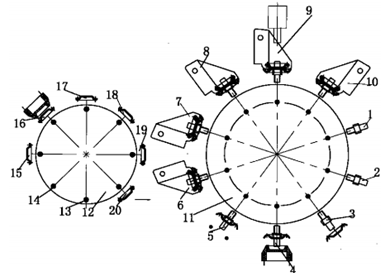
图1—1 回旋式自动化脚轮装配机示意图
(1—铆钉加载工位、2—大珠盘加载工位、3—注油脂工位、4—钢珠加载工位、5—支架及小珠盘加载工位、6—铆钉旋铆工位、7—自动下料工位,8~20待添加工位,其中各工位位置可以视具体情况而定)
该装配机包括一大回转工作台,沿大回转工作台的周边设有至少7个装配工位,7个装配工位的名称依装配顺序分别是:铆钉加载工位、大珠盘加载工位、注油脂工位、钢珠加载工位、支架及小珠盘加载工位、铆钉旋铆工位、自动下料工位;自动化脚轮装配机采用在回转工作台周边设置多个装配工位的结构,可以使得自动化脚轮装配机上的回转工作台在转一圈后,即可实现脚轮的自动装配过程;脚轮机重复以上动作,进入下一轮循环,只需要一个人就可以实现脚轮装配过程德尔自动上料、自动注油、自动加载和自动铆钉旋铆功能,从而提高了脚轮的装配效率和装配质量。
另外也有厂家设计一种万向轮半自动装配机(专利号 CN 2477420 Y)。如图1—2所示。
万向轮半自动装配机示意图
该万向轮半自动装配机包括机座(01)、安装在机座上的装配轨道(02)以及安装在装配上方由气压缸(03)通过齿条(15)、齿轮(16)推动的送轮盖模(04),由气压缸(03)推动的装中心轴模组(05)、装轮子模组(06)构成。该半自动装配机的装中心轴模组(05)、装轮子模组(06)均由成对的装配模组分别依序对称安装在装配轨道(02)两旁,同时各装配模组都有与之相对应的振动式排料盒(08、09、10)安装在机座(01)周围,在装配轨道末端有压上芯轴组件(07)。
其主要特征在于轮盖送料驱动系统组件采用气缸结合齿轮齿条驱动,如图1—3所示。送轮盖模(04)位于装配轨道(02)上方,与左右滑块(20)、活动滑轨(19)、上下滑块(18)、固定滑轨(21)及支座(22)构成连接,送轮盖(04)的下端并行设置数个轮盖模穴(23)、支座(22)固定在装配轨道(02)旁,设置在左右两边的上下滑块(18)的下端与齿条(15)连接,上端通过固定滑轨(21)与活动滑轨(19)、左右滑块(20)连接。 万向脚轮装配国内外现状综述:http://www.751com.cn/yanjiu/lunwen_51931.html