
摩擦堆焊的原理摩擦焊是通过摩擦热效应使界面两端金属达到热塑状态【14-15】。其基本原理是,旋转体被加工成圆柱形并以恒定速度在板材上旋转,通过摩擦使得界面两侧金属温度上升,当到达热塑状态后,在恒定施加外加力的作用下使得两侧金属连接,同时旋转体沿着板材的某一方向一恒定速度移动。其中这个一恒定速度旋转的圆柱体也被称为耗材,因为它在这个过程中是在不断的消耗中的,不断的消耗在板材上产生焊敷层。其基本原理图如图1.1所示。32291
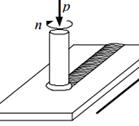
图1.1 摩擦焊的基本原理图
(1)影响摩擦焊质量的因素
摩擦焊焊缝质量的好坏主要有三个因素决定:旋转速度、移动速度、外加压力【16-17】。在进行堆焊时摩擦焊多道焊会遇到冷隔的问题,冷隔就是焊道间有未焊透的地方,所以进行摩擦堆焊时,要尽量保持合理的焊道间距以保证搭边处充分连接。论文网
(2)耗材端面的真实剪切区
耗材端面存在一个直径远小于耗材直径的小区域,这个小圆被称为真实剪切区【18-19】。在进行摩擦焊的过程中耗材金属都是通过剪切区焊敷到基板上的。剪切区直径d与顶锻距离a和过渡金属质量有关,其计算公式如下:
从这个式子中我们可以清楚地看到,剪切区的直径d与过度金属的质量m成正比,与顶锻距离a成反比。
(3)焊敷层组织
进行摩擦焊的过程中界面处的温度超过了金属的再结晶温度,所以焊敷层的形成过程也伴随着焊敷层的重结晶过程【20-21】。最终这个过程使得焊敷层金属晶粒得到细化,拿焊敷层金属与耗材上金属的显微结构进行对比,我们也可以发现,焊敷层上的金属晶粒明显得到了细化。并且得到的这个细晶焊敷层具有耐磨、抗腐蚀、力学性能好等特点。所以摩擦焊可以得到洁净、致密、细小晶粒的焊敷层。
2 摩擦堆焊的特点
摩擦焊作为一种固相焊接方法,其特点有生产成本低、生产效率高、低能环保。在焊接的过程中比较安全、无飞溅、也不需要保护气。焊接的焊接操作也比较简单,便与实现自动化操作。焊接后所得的焊缝,具有耐磨抗腐蚀等特点。耗材摩擦焊还可以扩展到其他领域,比如摩擦焊也可以起到修复金属表面的作用。
3 摩擦堆焊的研究状况
摩擦焊技术的大量应用,主要是由于其经济性好、生产效率高和质量好等优点。如今摩擦焊作为一种优异的焊接方法已经被广泛应用于工业生产的各个领域,其中应用最多的是以钢为材料的焊接【22-23】。综合国内外的研究,摩擦焊的使用主要集中于汽车制造、船舶制造和航空航天等行业。
1987年Sims等人总结了前人的观点,提出了金属间化合物是影响焊接质量的主要因素,并分析了焊后回火热处理、工艺参数的改变对金属间化合物的影响。发现如果金属间化合物的厚度小于1μm,那么焊接接头的结合强度会增强;如果金属间化合物的厚度大于1μm,那么焊接接头的结合强度会降低。由此,可以得到金属间化合物厚度的临界值为1μm【24-25】。
2010年Averbukh等人采用摩擦焊技术对异种金属进行了焊接工艺试验。采用SEM扫描电镜扫描焊接接头和断面。并分析出焊接接头的力学性能与焊接参数的关系。结果表明,异种金属之间也可以有良好的摩擦焊接性。多次试验观察断口宏观外貌和金相组织,可以得到比较优化的焊接工艺参数,所得到的焊接接头质量可以达到预期效果【26】。
2010年Khalid等人对奥氏体低碳不锈钢摩擦堆焊的行进速度影响进行了研究。研究使用的是不锈钢310低碳钢进行的摩擦表面堆焊【27】。结果显示移动速度在生产具有良好的粘合完整性和界面粘结强度的堆焊层有重要影响作用。AISI310级别的不锈钢作为堆焊材料焊堆焊到长100毫米直径18毫米的棒状上。AISI1020级别的的低碳钢将其用作衬底有尺寸是 100毫米×150毫米。试验后观察发现,堆焊层的厚度受移动速度的影响较大。较高移动速度会产生较薄的堆焊层约为1.2毫米。然而,除了5.6毫米/秒的移动速度,并没有因为塑化金属的不连续分布而不能得到堆焊层。对于1.2毫米/秒的较低的移动速度,得到的堆焊层厚度为3毫米。相比之下,移动速度在3.6毫米/秒到4.4毫米/秒之间时堆焊层宽度受移动速度的影响很小,所得到的堆焊层的宽度为类似于耗材的直径。通过观察界面区的显微结构特征发现,较低的移动速度会导致塑性变形引起大量增塑金属的形成。通过摩擦堆焊方法生产的不锈钢堆焊层表现出细小的晶粒。在摩擦堆焊过程中,两个耗材杆和基板都处于非常高的应变下并且界面区域的温度将达到 A3 温度以上。由于它们之间的几何差异耗材的影响要比衬底更明显。由于尺寸的限制更多的热能将集中在界面处,作为热源传播速度会变慢。这导致快速软化和耗材和在衬底之间塑化金属沉积靠近界面区。然后进行了剪切试验和弯曲试得出,较薄的不锈钢堆焊层有着较高的粘合强度,而较厚的堆焊层表现出比较差的界面粘结强度。最后总结提出,摩擦表面为获得具有良好的粘合和所需的尺寸的涂层移动速度是关键的参数之一。摩擦堆焊可以被认为是堆焊低碳钢不锈钢防腐蚀防护作用,特别是用于修复和再生。该方法是固态保留以零稀释提高了涂层的机械性能。 摩擦堆焊的原理与研究现状:http://www.751com.cn/yanjiu/lunwen_28799.html