
圆盘剪切按用途分为剪切板边圆盘剪和剪切带钢纵切圆盘剪。
剪切板边的圆盘剪
热轧钢板圆盘剪,剪切厚度小于20毫米,径向调整采用偏心套,同步齿轮与刀片轴用万向连接轴传动。
热轧钢板圆盘剪的另一种类型,剪切厚度在40~50毫米,采用二架圆盘剪同时剪切,第一架切入一定的深度后第二架圆盘剪再将其完全切断。
冷轧带钢圆盘剪,剪切厚度0.5~2.5毫米之间,径向调整移动上刀盘同步齿轮采用四连杆机构。有的冷轧带钢圆盘剪采用测速装置,使剪切精度更准确。
冷轧带钢圆盘剪的另一中类型,刀盘不带驱动,而是利用带钢拉着剪切。68708
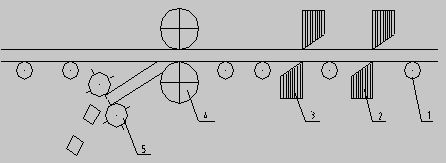
1. 运输辊道 2. 前斜刃剪 3. 后斜刃剪 4. 圆盘剪 5.碎边机
图2-1 热轧钢板精整机组示意图
热轧钢板冷却后由运输辊道运输到后斜刃剪进行切头,然后送到圆盘剪切边,在达到一定宽度要求后送到冷床。切下的边由碎边机剪切成小段后运走。为满足钢板的长度要求,再由辊道运回前斜刃剪,加工成一定的尺寸长度。论文网
2.2 圆盘剪切机的工作原理
圆盘剪板机由主机和尾座两部分组成,主机主体为右侧的深喉口结构。传动箱内有齿轮变速机构.变速机构有三种速度。上、下国盘刀片由齿轮、链轮传动.下圆盘刀片为齿轮传动。两个圆盘刀片呈45'布I.以利曲线剪切。剪切间隙靠上、下刀盘系统的蜗轮一螺旋机构实现。
工作时,先在板料上划好线,用人工托住板料,沿划线位置送进滚刀进行剪切。虽然滚刀与板料之间的摩擦力可以起到自动送料作用,但仍需由人工控制进料方向,否则很容易造成废品。剪内孔时,应准确使用操纵手柄,及时提起和降落上刀片,按划线进行加工。
在21世纪初1300圆盘剪切机就已经投入生产和使用多年,时间证明在剪切生产中,技术上可行,使用上也可靠。其设计中很好的考虑了如何保证剪切质量、提高生产效率、缩短辅助换刀等方面,比较详细地叙述和探讨了重合量和侧隙以及作业线高度调整方面,采用手动方式,结构简单、容易操作、操作灵活、调整方便准确、造价低、节约能耗。1300圆盘剪切机还可一机多用,可以安装多对刀盘,既能切边、又能分切窄带材。设计时也考虑到了企业的发展和技术可行性,有关参数选择留有余地。
早期圆盘式剪切机速度较低,圆盘式剪切机刀片旋转是用电机通过齿轮传动,以及和万向连接轴来实现的。刀盘径向间隙调整用电机通过蜗杆蜗轮传动是偏心套转动来实现的。而刀片侧向间隙是 用手动通过蜗轮传动使刀片轴轴向移动来完成的。
随着生产的发展,圆盘式剪切机剪切速度在逐渐提高,由于受到碎边机的限制,现在大型圆盘剪切机的剪切速度通常为0.4米/秒。目前圆盘式剪切机装在横切机组上,剪切厚度为0.6~2.5毫米,宽度为700~1500毫米。带钢剪切速度达到1~3m/s。刀片传动通过减速机和4个相同尺寸的齿轮同时传动两对刀片。为保证刀片同步,4个齿轮组成相当于连杆机构,使齿轮传动的中心距不变,提高了齿轮传动精度,为调整上刀片径向间隙,上刀片轴承座可沿机架滑道上下移动。滑座移动用针齿摆线减速机,它体积小速比大调整精度高。刀片轴向距离调整也采用针齿摆线减速机驱动丝杆和螺母来实现的,为了提高传动精度,传动系统增加了测速装置,进行主传动速度调整。 圆盘剪切机文献综述和参考文献:http://www.751com.cn/wenxian/lunwen_77332.html