
1.3.3 PLC结构及基本配置
一般讲,PLC分为箱体式和模块式两种。对箱体式PLC的内部结构有一块CPU板、I/O板、显示面板、内存块、电源等,当然按CPU性能分成若干型号,并按I/O点数又有若干规格。模块式PLC的内部结构有CPU模块、I/O模块、内存、电源模块、底板或机架。无任哪种结构类型的PLC,它们的组成结构都是相同的,都属于总线式开放型结构,其I/O能力可按用户需要进行扩展与组合。[ ]PLC的基本结构框图如下:
接受 驱动
现场信号 受控元件
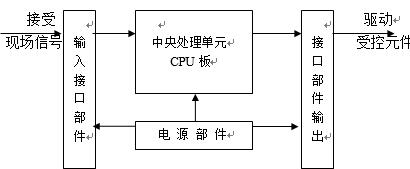
图1.1 PLC基本结构框图
2 课题设计说明
2.1 问题的提出
2.1.1 毕业设计的任务内容
(1)绘制工厂自动生产线系统硬件电路图。
(2)设计工厂自动生产线各站调式程序。
2.1.2 自动生产线中各站的设计要求
(1) 上料监测站
回转工作台主要实现提供原料的作用,将工件送到提升台,将工件提升到上方,并检测颜色,通知搬运站来取走工件。
(2)搬运站
将工件从上料站取走,通知加工站,过程中通过机械手臂把工件将送过来,准备取走。
(3) 加工站
回转工作台将工件在四个工位间转换,将工件加工(转孔),检验转空的深度是否符合要求
(4) 安装站
在收到安装搬运站的信号后选择要安装工件的料仓,将工件从料仓中推出,将工件安装到位。
(5) 安装搬运站
把在安装站完成的工件运输到下一站分类站。
(6)分类站
将接受到的工件按照数据分类并存放到相应的位置
2.1.3加工工件种类
(1) 工件1
--直径:32mm
--高度:22mm
--内孔直径:24mm
--内孔深度:10mm
--材料:塑料
--颜色:黑、蓝
(2)工件2
--直径:22mm
--高度:10mm
--材料:塑料
--颜色:黑、蓝
图2.1 加工工件
2.1.4 实验设备
图2.2 自动化生产教学系统(上海宝徕科技开发有限公司)
2.2 实验方案拟定
2.2.1 系统总体设计
自动化生产系统由751套工作站组成。根据设备情况所列和设计要求,这751站分别为:上料监测站、搬运站、加工站、安装站、安装搬运站和分类站。整个自动化生产线中搬运站和安装搬运站将采用了机械手装置,上料监测站、加工站和分类站中将采用了电机驱动。其中,每一站都能单独运行,也可以联网同时运作,成为一个完整的系统。分类站的传送系统将步进电机来控制。每站的执行机构大多以气动元件来控制。
在这个生产线系统中,也采用了很多不同的传感器,有位置传感器,光电传感器,通过对物件不同的状态来监控各个站的运作状态和生产情况。
在控制方面,我对比了传统的继电器控制方式和PLC控制方式后,我选择了PLC控制方式,其优势有:①PLC属无触点控制方式,可靠性非常高,可以24小时不间断运行,每个PLC平均无故障运行时间达4万~5万小时,②PLC以梯形图为基础的图形编程语言和模块化的程序结构,使得程序编制清晰、直观、易懂、易学。因此,这次毕业设计中的自动化生产线我采用基于RS232串行通信的PLC网络控制方案,就是每一个小站都有一台PLC来控制运作,而每个小站之间能用串行通讯来完成一个相互连接和控制,通过采用这种方式,保障了各个小站都能独立运行的基础上也能进行信息传递以达到联网运行。在整个加工过程中,不同的传感器对工件进行监控,的到数据,并在各站之间相互传递,保障了工件生产的可靠性和正确性。(如分类正确、安装正确等) PLC自动生产线硬件及调试程序设计+电路图(3):http://www.751com.cn/zidonghua/lunwen_14748.html