
当前,基于铝及其合金的良好性能,其焊接技术也随着蓬勃发展。针对铝合金的焊接难点,世界各地研究人员想方设法,很有针对性地解决一些常见的问题。从焊接方法,工艺环节,焊接环境,接头性能,过程模拟等一系列方面进行改进和调整。68188
宫博[4]在研究5083铝合金中,因具有良好的焊接性能,耐蚀性和低温性能。在非热处理强化铝中强度最高,使5083铝合金的焊接结构常用于船舶主结构。制定了5083铝合金TIG工艺。比如当板厚16-20mm,5083铝合金TIG焊工艺适合选择钨极直径6mm,焊丝直径5-6mm,预热温度200-260℃,焊接电流300-380A,焊缝层数正反两面分别2-3层,坡口形式为X形对接。
郭小辉等人[5]在研究5083铝合金中厚板时,在原来TIG基础上,采用了双枪双面TIG焊工艺,克服了普通TIG焊接铝合金, 存在效率低,质量不稳定等缺点,实现了焊缝正背两面都可通过交流TIG焊阴极破碎功能去除和清理氧化膜, 更有利于熔池的形成。双枪双面TIG立焊方法焊接工艺及参数稳定, 焊缝无损检测、接头系数、接头拉伸强度和冷弯等性能指标均达到相应的标准要求。
胡佩佩等人[6]和姚为等人[7]两组研究人员则采用了激光-MIG复合双层焊接中厚板铝合金方法。前组实验表明光纤激光一MIC复合焊接具有较强的焊缝穿透能力,可以实现8 mm中等厚度的铝合金的一次成形,焊缝中没有大的工艺气孔,没有出现热裂纹,但出现大量的工艺气孔。后组实验分两层进行焊接:第一层为打底焊,解决焊接熔深不足的问题;第二层为盖面焊,解决焊缝成形不良的问题。 结果表明,在激光器额定功率为4 kW 时,采用激光-MIG复合双层焊接方法焊接ZL114A 材料的熔深可达10 mm,接头抗拉强度平均值为238 MPa,大于母材抗拉强度的80%。采用激光-MIG复合双层焊接方法焊接了某航天产品圆筒形模拟件,焊缝成形良好,熔深达到9 mm,焊缝内部无裂纹、未焊透及未熔合等缺陷,无可见夹杂物,存在的缺陷形式主要是链状气孔,气孔直径均小于1 mm,焊后基本无变形。论文网
袁亮亮等人[8]对4mm厚的5A06和6063合金进行搅拌摩擦焊对接试验,主要研究异中铝合金母材相对拉置时接头成形、组织及力学性能的影响。实验结果表明:当 6063铭合金固定在前进侧时,母材流动充分,混合均匀,接头质量优良,前进侧热影响区晶拉比其固定在后退侧相应位置的晶粒更细,焊核区发生动态再结晶过程,形成细小等抽的晶粗;接头硬度分布规律呈“W”型,但焊核区和热影响区的硬度比其置于后退侧的硬度波动要小,并且前进侧热影响区最低硬度值也更高;接头杭拉强度比5A06铭合金在前进侧时要高,断口微观形貌呈韧窝状并有撕裂棱。
樊丁等人[9]六位研究人员基于xPC Target的实时目标环境,设计了铝合金可变双脉冲MlG焊试验平台,并进行了铝合金可变双脉冲MIG焊接工艺方面的试验研究。试验结果表明:当双脉冲中的低能脉冲在每个周期中所占的比例从0%不断增加到80%时。通过降低每个周期的平均电流而减少的母材热输入,可以补偿母材增强的热积累效应,从而有效地控制焊缝熔宽。焊缝成形美观,焊接效果良好。
单脉冲和双脉冲MIG焊焊缝形貌对比如下图1.1:
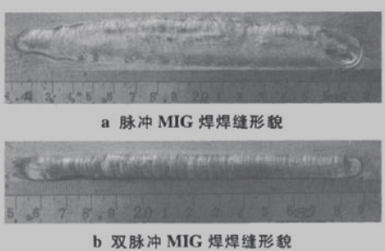
图1.1 焊缝形貌
Celina Leal Mendes da Silva等人[10]针对AA7075铝合金通过调节脉冲电流和焊后时效处理熔合区晶粒细化,有效缓解了疲劳裂纹扩展。
黄文超等人[11]则设计了基于DSP的数字化双脉冲MIG焊电源,在此基础上研究铝合金材料焊接工艺。研究了强、弱脉冲电流的匹配与焊缝成形的关系,结果表明,强、弱脉冲峰值电流相差40 A,高频频率250 Hz时焊缝成形较好。通过试验证明了在输出端采用RC滤波电路.可以滤除电压中的高频干扰,达到降低孤压的目的。研究了恒流PI控制的参数整定方法和步骤,试验结果表明,当比例系数与积分时间的值满足5:1的关系时,焊接过程稳定,可以获得良好的焊接效果。 铝合金焊接技术研究现状:http://www.751com.cn/yanjiu/lunwen_76641.html