
传统螺柱焊接方法发展现状螺柱焊接技术发展到今天,已经成为西方发达国家的一种基本的热加工方法,螺柱(焊钉)的焊接大约有80%以上是通过螺柱焊机完成的。而我国1986年已在成都试制成功第一台螺柱焊机。至于螺柱焊接技术的应用,还是从上世纪的九十年代才逐步展开的,到现在也只有20来年的历史,因此螺柱焊在我国还是一种刚刚兴起的行业,不论焊接设备,还是焊接工艺都与国外有不少差距。分析这种差距,并逐步缩短这种差距,直至赶超世界水平则是我国螺柱焊接行业的神圣使命。67693
我国螺柱焊接技术与国外的差距还表现在焊接工艺的研究方面,当前最急需开展“栓钉穿透焊、栓钉横焊和仰焊”的工艺研究。这几项焊接工艺,不仅关系到栓钉的焊接合格率,而且还涉及到螺柱焊接能否在更大范围内推广应用。成都斯达特焊接研究所对栓钉穿透焊、栓钉横焊和仰焊方面做了不少研究工作,并己取得初步成果。栓钉横焊和仰焊已达到Ф22mm,并已成功应用到“16万吨碳素锻烧窑、回转窑”设备的制造上,使我国在这项焊接工艺方面处于世界领先地位。国内外一般认为,能够横焊和仰的栓钉直径应<Φ16mm,但桥梁和高架桥的桥墩、高层建筑和大型体育场馆的立柱、大型码头地脚锚固件等需要大量Ф>19mm的栓钉横焊。因此大直径栓钉的横焊工艺研究具有重要的现实意义。论文网
1.3.2 复合热源螺柱焊方法
采用拉弧螺柱焊电源和超音频感应电源复合,设计研究感应+电弧一体化复合焊枪,设计采用惰性气体、陶瓷套联合保护方式,感应热源可在焊前预热、焊接过程中改善温度分布、焊后减缓冷却速度。焊接原理示意图见图2。加热机头移动到指定位置,螺柱随螺柱焊枪夹持头一同抬起,喷保护气覆盖焊接区域,音频感应加热电源先对焊接区域进行快速加热,测温传感探头及反馈控制装置保证预加热温度;随后压下螺柱,启动焊接引燃电弧,电弧产生于螺柱和钢基体之间,使界面部位发生局部熔化。随后在焊枪内部压力的作用下,螺柱和钢基体进行局部挤压,电弧电压下降,电弧熄灭,接头实现冶金结合,同时挤出部分液态金属。电弧加热结束后,超音频感应热源可在较小功率下持续加热一定时间进行焊后缓冷,使焊接接头获得优良的组织和性能[8]。
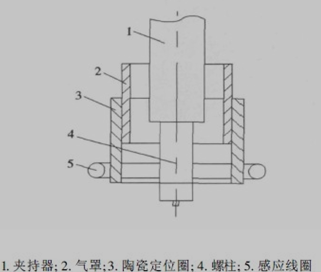
图2 复合热源螺柱焊原理示意图
在该设计思想中,电弧热源仍是主要的加热热源,感应热源起到保证质量的重要作用,有改善温度场、降低应力、预热、后热和缓冷的功能。
螺柱焊接方法的研究现状和研究方向:http://www.751com.cn/yanjiu/lunwen_75966.html