
能否将三维点阵结构应用到实际生产中的关键是其制备方法和加工工艺,不同的制备方法加工出的点阵结构具有不同的力学性能,其具体表现在强度、刚度、能量吸收以及结构破坏形式上[12]。随着制造技术的发展,国内外研究者三维点阵结构制备技术也经历很长的发展历程,主要包括熔模铸造法和组装-焊接成型技术,后者根据技术发展的先后顺序又分为冲压成型技术、拉伸网折叠技术、挤压线切割技术、搭接拼装技术等。48016
(1)熔模铸造法
英国剑桥大学提出了采用熔模铸造法制备点阵材料。该方法制作过程是首先制成单层带有定位孔的聚脂牺牲模,按结构排列方式将单层结构叠成空间点阵结构;然后用牺牲模制备砂模,高温下聚合物会发生熔化,形成点阵空间;再将高温熔融状态的金属熔液缓慢注入砂模,冷却后将砂模破坏,取出即可得到所需的金属点阵复合材料。利用该工艺可制造八面体点阵材料,并且获得的点阵材料胞元的尺寸可以小到几个毫米[13]。当然,熔模铸造法的缺点也很明显,比如加工工艺对熔融态金属的流动性有很高的要求,而且工艺流程较为复杂,成本较高。为了得到更为简单方便的低成本制备方法,又发展出了冲压折叠成型技术。
(2)冲压成型技术
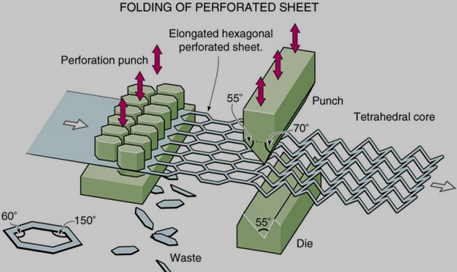
首先制备金属薄板,根据要求选择冲头的几何形状及尺寸。不同形状的冲头制备不同的点阵结构。(六边形冲头——四面体点阵结构论文网,正方形冲头——四棱锥点阵结构)。然后通过冲头将金属薄板冲压成含六边形或正方形的平面网状结构。使用V 型模具冲压折叠此网状结构即可制成四面体或四棱锥点阵芯体。最后将点阵芯体与面板焊接或胶结连接起来即可制备出所需的材料(图1.3)。此方法目前仅用来制备四面体或四棱锥的芯体。此方法只适合于具有高延展性的材料,因为金属板材在制造过程中需要承受剧烈的弯曲变形,如铝合金、低碳钢等,应用面较窄。另外,其在制造过程中会严重浪费材料,且需要模具,导致成本较高。
冲压成型技术工艺流程
(3)拉伸网折叠技术
基于冲压成型技术对材料的浪费,Kooistra 等提出了拉伸网折叠技术。拉伸网是将金属板切割后拉伸扩张而制成,其特点是更加轻便且承载能力较强。将制备出的拉伸网经过轧机平整处理后冲压折叠便可制备出金属点阵结构,然后将此点阵芯体与面板进行焊接或采用胶结工艺连接即制备得到金属点阵夹芯材料。生产过程如图1.4所示。与上一种技术相比,该工艺最大的优点是拉伸网由原金属板制成,生产过程原料浪费较少,降低成本。但制造过程发生剧烈变形,所以只能限于高延展性的材料,且加工工艺较为复杂。
拉伸网折叠技术生产过程
(4)挤压线切割技术
Queheillalt等提出通过挤压线切割法制备出金字塔内芯的金属点阵夹芯材料。将柱状材料加热软化,挤压通过模具,得到波纹夹芯结构,然后垂直于挤压方向通过线切割切除多余的部分,最终制备出所需的点阵夹芯材料(图1.5)。此方法的特点在于免去点阵芯体与面板的连接过程,而是通过挤压线切割直接制备出带有面板的金属夹芯材料,提高了生产效率,同时消除了可能由于焊接不良造成强度性能降低的影响,但是制造过程仍需要设计模具,成本较高,原材料浪费较大。
挤压线切割技术工艺流程
(5)搭接拼装法
Wadley提出通过搭接的方式将金属中空管材拼装成金字塔结构,再通过钎焊技术将搭接点与面板焊接在一起的制备方法,该方法即为搭接拼装法(图1.6)。由于中空管材相对于同密度的实心管材拥有更高的面积矩,其弹性、塑性屈曲程度更高,从而使制备出的点阵夹芯结构拥有更高的抗压强度。因此在满足相对密度要求的条件下,中空管材完全可代替实心管材,且其具有更加优异的力学性能。该方法的不足之处在于对焊接技术要求较高,结构整体性欠佳,不利于整体结构的稳定。 点阵结构传统制造技术国内外研究现状综述:http://www.751com.cn/yanjiu/lunwen_50344.html