
随着国内铝合金在各行各业的应用越来越广泛,与此同时它的焊接技术的研究也逐渐缩小了与国外的差距。现阶段,铝合金的常见焊接工艺一般有:电子束焊(Electric Beam Welding)、电弧焊(TIG、MIG)、搅拌摩擦焊(Friction Stir Welding)、激光焊( Laser Beam Welding)等。23418
1.3.1 电子束焊
电子束焊是将电子束流经过焊机聚焦并加速后轰击焊件表面,使产生的大量的热能将焊件熔化形成接头的一种焊接工艺[4]。详细过程如图1.2所示:
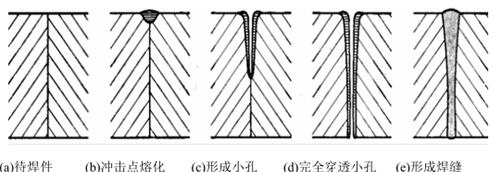
图1.2 电子束深穿透焊接[4]
电子束焊接因为具有轻易不被氧化而焊接精度高、焊接热变形小和生产率较高的特点而越来越多的在航空航天、国防及军工、汽车和制造业中应用[5]。电子束的产生是电子枪中的阴极产生大量的电子,在经过静电场中电场力的加速以及电磁场的聚焦从而形成的。将其打到工件表面后由于能量的转换产生了大量热量,造成焊接处材料迅速熔化并产生熔池从而将材料连接起来[5]。
电子束焊接的优点是:1、电子束拥有很好的穿透力;2、焊接时候的速度较快且没有明显焊接变形;3、焊缝深宽比大;4、电子束易受控。其缺点是:1、设备比较复杂,费用昂贵;2、由于周围电磁场的干扰会使得焊接质量降低;3、焊前对工件表面加工、接头装配要求的标准过高。论文网
日前,德国阿亨大学ISF焊接研究所[6]对电子束的特性和其对焊缝外观的影响两个方面展开了深入的研究,主要讨论了焊缝外观成形的影响原因,不仅优化了焊接时的焊接工艺参数,而且提高了焊接接头的质量[7]。同时日本神户船舶大学[8]利用有限元分析的方法来对用电子束进行焊接的试件的裂纹近尖端变形展开了更深入的试验,研究了焊缝中应力应变对断裂行为的影响是什么规律[7]。M C Chaturvedi[9]对TiAl合金的电子束焊机工艺性能展开了更加深刻的讨论。最后发现,TiAl合金焊机过程中并没有明显的产生热裂纹倾向,反而在焊后加速冷却时有较大的产生冷裂纹的倾向[7]。其焊后显微组织结构直接决定于冷却速度,并且与焊接速度、热输入大小和预热温度有关[7]。
1.3.2 电弧焊
利用气体作为焊接时保护介质的电弧焊包括钨极惰性气体保护焊(TIG焊)和熔化极气体保护焊(MIG焊)。
1)TIG焊
TIG焊(Tungsten Inert Gas arc Welding),又称为惰性气体钨极保护焊[11]。主要原理是在工件和电极之间的回路,焊接电弧在氩气保护下焊接,焊后接头具有变形比较小且热映区的晶粒要小,看到的方位也小,接头的力学性能较高等特征。TIG焊有以下几个优点:保护气氩气能隔绝周围空气不参与反应,且其本身性质不活泼,不与金属反应;钨极电弧较稳定,在小电流情况下仍能稳定燃烧。其缺点主要表现在:熔深不够大,生产成本较高但效率低下。
2003年,陈彦宾[10]不用激光同轴保护气体而只用TIG焊的保护气,对TIG焊的电弧形态和焊缝外观展开试验。结果表明,在规范较小时,即I=40A,P=1000W,V=0.01m/s的环境下,激光对电弧有很强的压缩作用,一旦超过此条件,增大焊接电流和激光功率,则电弧会扩张形成熔宽较大但熔深较小的焊缝[11]。2009年,张寰臻[12]用高速摄像技术拍下了激光电弧复合焊接时的电弧形态,观察到电弧和激光重合部分区域产生膨胀现象,电弧阴极区受到激光的影响而变大,所以得出激光不仅不让电弧收缩,反而扩张电弧,无法使熔深增加[11]。 铝合金焊接技术的研究现状:http://www.751com.cn/yanjiu/lunwen_16458.html