
开题依据冷冲模是广泛运用的模具之一,种类包括冲孔模、落料模、弯曲模、拉深模等,近年来冷冲模的应用越来越广泛。冷冲压具有成本低,产品质量稳定,能加工多种性能,状态的零件。同时它的应用和普遍也受到模具寿命和生产安全等方面的制约。41671
对冲压生产而言,单工序模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。
标志冲压模技术先进水平的精密多工位级进模,具有结构复杂、制造难度大、精度高、寿命长和生产效率高等特点,是我国重点发展的精密冲模。由于级进模的这些特点,其设计,制造周期比一般的模具要长很多。因此,如何提高级进模设计和制造的效率是一个急待解决的问题。论文网
方案论证
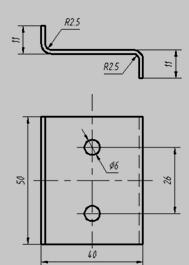
图3.1所示的为船用灯架,该零件是Z字形冲压件,零件中间的两个孔是放置灯的位置.两个折弯处是经过弯曲工艺完成的.零件三文实体图如下图3.2所示.
3.2 冲压材料特性
零件所采用的材料是Q235,是一种普通的碳素结构钢.Q代表的是这种材质的屈服极限,后面的235,就是指这种材质的屈服值,在235MPa左右。并会随着材质的厚度的增加而使其屈服值减小(板厚/直径≤16mm,屈服强度为235MPa;16mm<板厚/直径≤40mm,屈服强度为225MPa;40mm<板厚/直径≤60mm,屈服强度为215MPa;60mm<板厚/直径≤100mm,屈服强度为205MPa;100mm<板厚/直径≤150mm,屈服强度为195MPa;150mm<板厚/直径≤200mm,屈服强度为185MPa)。由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。 由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服应力(σs)为235 MPa的碳素结构钢。
3.3 冲压材料成型性能
照明灯架零件是采用Q235钢制成的,该金属材料随碳含量的升高,强度和硬度有所提高,而塑性和韧性有所下降;零件制造过程中若经过热处理,可大幅度提高性能(强度)。同时,含杂质较多,价格低廉,用于对性能要求不高的地方,它的含碳量多数在0.30%以下,含锰量不超过0.80%,强度较低,但塑性、韧性、冷变形性能好。除少数情况外,一般不作热处理,直接使用。多制成条钢、异型钢材、钢板等。制造承受静载荷的各种金属构件及不重要的构件不需要热处理的机械零件和一般焊接件。
3.4 冲压成型工艺参数
图3.3 压力机的选择
图3.4 压力机的参数
压力机的参数参考图3.3与图3.4。
3.5 设计方案拟定
该零件包括落料,冲裁和折弯三个基本工序,可以用以下三个工艺方案
方案一:先冲孔,后落料,再翻边,最后弯曲。采用四套单工序模生产;
方案二:落料—冲孔复合冲压,再翻边,最后弯曲,采用复合模生产;
方案三:冲孔—落料连续冲压,再翻边,最后弯曲,采用级进模生产。
方案一模具结构简单,但需四道工序、四副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。方案二只需三副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。方案二也只需三副模具,生产效率也很高,但与方案三比生产的零件精度稍差。欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。 照明灯架成型模具设计开题报告:http://www.751com.cn/kaiti/lunwen_41799.html