
29
参考文献 30
1 绪论
1.1 选题背景
冲压成形是现代工业中的一种重要加工方法,相较于其他加工方式,冲压成形具有优质、高效、低能耗、低成本的特点。由于冲压成形具有各种优点,它在批量生产中得到了广泛的应用,在汽车、拖拉机、电机、电器、仪表和日用品的生产中,已占据十分重要的地位。据粗略统计,在电子产品中,冲压件(包括钣金件)的数量约占工件数量的85%以上;在飞机、导弹、各种枪弹与炮弹的生产中,冲压件所占的比例也是相当大的[1]。
在冲压成形中,拉深是一种重要的成形方法。拉深(亦称拉延、压延、引伸),是指将一定形状的平板毛坯,通过拉深模制成各种形状的开口空心零件,或以开口空心零件为毛坯,通过拉深模进一步使空心件毛坯改变形状和尺寸的工艺。拉深成形是通过模具对板料施加复杂的外力,引发板内出现复杂的应力状态,促使板料产生理想方向的流动[2]。拉深的形变过程是:凸模在一定给定的速度下不断下行,而凹模的表面上放置毛坯,并且在凸模作用下,外径不断的缩小,在凸模、凹模的间隙中形成直壁,这个过程直到板料完全进入就会结束,最终工件就会形成。用拉深工艺可以制得筒形、阶梯型、锥形、抛物线型等零件,也可以用来加工盒型零件、薄壁类零件等复杂的工件[3]。
与冲裁模相比较,拉深凸、凹模的工作部分不应该有锋利的刃口,而要具有一定的圆角,否则容易产生褶皱和断裂,凸、凹模间的单边间隙应该稍大于料厚。拉深成形最容易产生的不良后果就是起皱和断裂,在拉深过程中,应尽量避免发生这两类现象[4]。为了防止起皱现象并且保证拉深件的质量﹐在拉深模中一般会设有压边装置,称为压边圈。通过压边圈对板料施加一定的压边力是控制板料塑性流动的有效方法。通过压边圈对板料施加变压边力是控制板料塑性流动的一种有效方法,可以抑制板料起皱和延缓破裂以及提高拉深件成形性能[5]。从实际生产的角度考虑,压边圈的作用力在保证板坯不起皱的前提下﹐选择小数值会更有利于实际生产。
通过查阅大量与课题相关的资料,确定研究的消声器壳体(图1.1)拉深成形有限元分析中,消声器壳体是复杂的阶梯半圆柱件,无论是造型还是工艺上都较圆形的构件难度要大。本课题的研究任务是消声器壳体拉深的有限元分析,对于该简单的不规则形件——阶梯半圆柱件并针对智能数控冲压机床对压边力控制的要求,借助CAE手段通过改变工艺参数,通过试验进行消声器壳体的成形性能的有限元分析仿真优化,探讨消声器壳体冲压成形工艺。
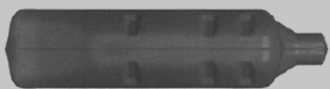
图1.1消声器壳体模型
1.2 复杂零件拉深成型的研究现状
1.3 课题研究意义及内容
破裂和起皱是拉深成形的主要缺陷,严重影响零件的表面成形质量。对拉深成形中涉及到的各参数进行合理设计可以有效减少破裂和起皱的出现。本项课题以消声器壳体为研究对象,对阶梯半圆柱件拉深成形展开研究。
本课题的主要研究意义如下:
(1)消声器壳体在实际生活中的应用非常广泛,最典型的应用就是在汽车发动机处的消声器,如果解决了消声器壳体拉深的关键问题,就可以给相关产业提供很大的帮助。
(2)拉深分析中主要考虑了压边力、运动速度、模具参数、摩擦系数、拉延筋设置等因素,不仅要通过试验找出合理的参数范围,还要考虑实际生产中的要求。首先要保证成形的质量要求,然后要尽可能的选取有利于提高生产效率和节约生产成本的参数。 Dynaform消声器壳体拉深成形有限元分析和工艺优化(2):http://www.751com.cn/jixie/lunwen_65770.html