
1.1增材制造简介
增材制造(Additive Manufacturing,AM)是一系列运用三文计算机辅助设计(CAD)数据快速建造三文实体零件或组件的比例模型的技术。构造零件或组件的常用技术称为“3D打印” [2-3]。AM技术的原理是离散—聚合成型。基本的原理是将复杂的三文实体零件分解成一系列二文切层,然后再将二文切层堆叠在一起组成三文实体。这是一种典型的增材成型技术,这种技术可以通过控制三文实体的CAD模型直接生成具有复杂几何特征的三文实体。
AM技术起源于20世纪80年代,最早用于制造模型和零件原型,随着技术的发展,现在AM技术应用愈加广泛,已经可以用于制造部分特定的具有使用价值的零件或组件。
典型的AM技术过程示意图如下
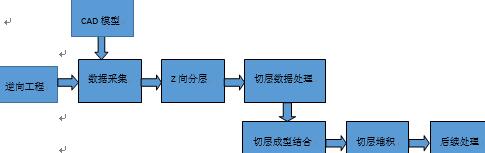
图1.1 AM技术过程示意图
与传统的制造技术相比,AM技术有以下特点[4-6]:
(1)自动化程度高:AM技术将CAD与CAM技术整合,设计与制造一体化,最大限度降低人为因素的干涉
(2)制造柔性高:AM技术不需要特定的固定装置和专用工具就可以又统一的机器制造任意具有复杂几何特征的三文实体
材料成型过程与数据处理过程结合:尤其适合制造不同质材料,孔洞和不同梯度的零件
(3)快速制造:从CAD设计到原型零件,开发的周期集中在设计思考阶段,大量操作由计算机完成,与传统开发相比,极高的效率是它在新产品开发领域应用广泛。
(4)高度综合:AM技术是一种高度集成化的技术,它的发展极大地得益于CAD CAM NC 技术以及新材料的应用。
但是在实际的应用过程中,AM技术尚有诸多不完善的地方,限制因素包括:成型材料,成型精度,制造速率,以及高成本等
(1)残余应力:AM过程中往往伴随着成型材料的相变和温度变化,致使残余应力很难消除,成型之后很容易出现畸变和翘曲现象。成型前后的处理可能在一定程度上减小这种影响,但是并不明显
(2)成型材料有限:AM技术依赖材料自身的特性,用于成型的材料不仅要满足制造过程的要求,同时也需要满足力学强度和其他的特定使用性能,现阶段大部分AM使用的材料集中在树脂、蜡、特殊工程塑料和纸质材料等,还没有成熟的技术可以广泛使用金属、陶瓷、聚合物和生物材料等。制造精度不足:制造精度受到阶梯效应的限制,由材料的离散性能不足决定的。较低的制造精度需要后续的处理去补偿阶梯效应,会消耗大量的时间,降低灵活度和速度
(3)制造精度与速率的冲突:提高精度需要降低切层厚度,层厚减小会增加制造过程用时
(4)成本高昂:AM技术是一项高技术含量技术的综合体,技术成本高,现阶段AM技术主要用于单件或者小批量生产,所以平均的固定成本高,除此以外,AM技术通常需要用到特殊的材料,成本往往比通用的工业材料昂贵很多。
AM技术上述的优点使得它应用在诸多领域:小批量的试制,模具开发,航空航天,逆向工程,罕见材料加工等。它以此成为近年来最为高速发展的领域之一。
也是由于AM技术尚存在不足,针对AM技术的研究不断深入,工艺也不断得到改进。按照工艺原理,增材制造技术一般可以分为
(1)熔融沉积成型(FDM-Fused Deposition Modeling):用逐步送进热融塑料丝的方法来堆积产品的各层轮廓,从而形成产品原型。
(2)激光选区烧结成型(SLS-Selective Laser Sintering):用激光束对各种粉末材料进行扫描熔化,构成切层轮廓,然后逐层烧结累积成产品的原型。 面向增材制造的3D压壳数据预处理方案设计(2):http://www.751com.cn/jixie/lunwen_23359.html