
管材液压胀形的过程由于涉及材料非线性、几何非线性以及复杂的边界条件等诸多因素,其成形规律难以定量表示,缺少可以直接使用的理论基础和设计准则,因此需要耗费较大的开发费用,限制了液压胀形技术的普遍应用。而将有限元数值模拟方法应用于液压胀形工艺的开发可以降低成本和实验费用,通过对各种可能的设计参数和工艺条件的组合进行模拟,以模拟结果为依据,提出改进模具设计和工艺参数的方法来优化工艺参数。
本文以球头筒形件的液压胀形加工为研究对象,借助计算机和有限元仿真软件DYNAFORM,模拟液压胀形的加工过程,分析胀形加工的机理,研究各种工艺参数和模具设计对胀形结果的影响,探讨球头筒形件液压胀形中模具设计和加工工艺设计的方法。
1.2 管材液压胀形技术
1.2.1管件液压胀形技术的概述
进入20世纪末,由于生产成本以及环保法规对废气、废料排放的严格限制,使得汽车结构的轻量化显得尤为重要,减轻零件的重量有两个主要途径,一是采用轻体材料,另一个是采用以空代实的结构或者变截面的等强构件,即对承受以弯曲或扭转载荷为主的结构,采用空心结构,可以减轻零件重量、节约生产材料,又可以充分利用原材料的强度和刚度,管件的液压胀形技术正是在这样的背景下开发出来的一种制造空心轻体构件的先进制造技术[2]。
1.2.2管件液压胀形的原理
管件液压胀形是以金属管材为毛坯,借助专用液压设备向密封的管坯内注入液体介质,使其产生高压,同时还在管坯的两端施加轴向推力,进行补料,在两种外力的作用下,管坯材料发生塑性变形,并最终与模具型腔内壁贴合,得到形状与精度均符合技术要求的中空零件[3]。液压胀形原理如图 1.1所示。
当零件轴线不是直线、模腔分模面处截面小于管坯截面时,需进行弯管、冲压等预工艺,以便管坯能顺利置入模腔中,如有必要,在液压成形之前还需进行退火处理[4]。
液压胀形技术成形一个产品,一般完整的工艺路线为[5]:管坯下料→预弯机加工端→清洗→喷涂润滑剂→预成形→液压成形→后续加工(如激光切割、焊接、热处理、清洗、喷漆等 )。
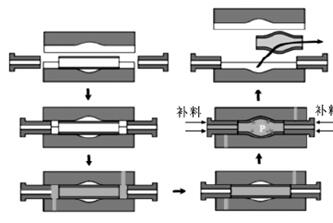
图1.1 管件液压胀形原理示意图
1.2.3管件液压胀形的优势
与传统的冲压焊接工艺相比(如图1.2所示),管件液压胀形工艺具有以下优点[6]:
(1)可以减轻零件重量;
(2)可以提高零件的强度、刚度和耐撞性;
(3)可以减少模具数量、节约模具成本;
(4)可以减少后续焊接、装配过程,简化生产流程,提高生产效率;
(5)可以减少装配造成的误差积累,提高产品质量等。
图1.2 不同加工工艺的比较分析
1.3 管件液压胀形技术的研究现状
1.4 管件液压胀形技术的发展趋势
管件液压胀形技术的发展趋势如下[11]:
(1)高压液压成形设备的研制。液压胀形设备能够根据所加工零件的成形特点,实现配套设备的系列化、集成化;液压胀形设备的成型模具锁模系统,能够确保该系统开合速度快、控制精度高、降低生产成本。
(2)液压胀形工艺的优化。在有限元数值模拟技术的基础上,结合物理实验数据和生产实践经验,对液压胀形的变形进行更深入的理论研究,更加明确工艺参数与管件变形的定量关系。 球头筒形件液压胀形有限元分析和工艺研究(2):http://www.751com.cn/jixie/lunwen_19445.html