
(1)薄板烧穿问题。铝在高温时强度和塑性很低,焊接时会因为不能支撑住液体金属而导致焊缝成形不良,甚至会形成塌陷或烧穿。所以在焊接过程中使用垫板来解决易焊穿的问题。并且,要选择合适的焊接参数,否则也会导致焊穿。
(2)铝合金焊接变形问题。在铝合金焊接过程中不均匀加热使得焊缝及其附近的温度很高,冷却后,产生了不同程度的收缩和内应力,致使材料产生各种程度的变形。常见的变形有:横向收缩,纵向收缩,角变形,扭曲变形和翘曲等。影响焊缝变形的主要因素有:焊缝在结构中的位置;焊接工艺参数的选择;装配和焊接顺序等。文献综述
(3)气孔问题。在焊接过程中,熔池周围环境和焊件受热的杂质上会产生各种各样的气体,这些气体如果析出就不会产生气孔,而如果这些气体处在熔池结晶过程中,由于熔池结晶较快,这些气体来不及析出熔池,就会在焊缝处产生气孔。气孔对于焊缝金属的力学性能影响很大,主要危害是会降低焊缝的承载能力。避免气孔的产生,就要合理选择焊接参数。
(4)焊接未熔合。未熔合减少焊缝的有效工作面积,使焊缝的承载能力下降,同时,未熔合还会引起应力集中。焊接速度过快或火焰过小会导致焊缝未熔合,所以要选择合理的焊接参数,避免焊接速度过快。
(5)夹渣问题。焊后还残留在焊缝中的熔渣即为夹渣。夹渣可导致焊接接头的塑性和韧性降低,同时也会引起应力集中。在焊接过程中,焊层和焊道间的杂质和熔渣未清理干净,喷嘴的角度不正确,或火焰的能率过小焊接速度过快,导致熔池金属和熔渣得到的热量不足,熔渣浮不上来,或熔池金属冷却过快,使熔渣来不及上浮就已经凝固,这些都是导致夹渣的原因。为避免夹渣出现,应选用合理的焊接参数,如速度,电流等,同时应注意喷嘴的角度和焊道的清理。
(6)焊接裂纹。在焊接应力等原因的作用下会产生焊接裂纹。铝合金易产生热裂纹。焊接裂纹严重影响焊接结构的使用性能和安全可靠性。为避免产生焊接裂纹,应正确选择焊接工艺和焊接参数,同时合理选择起焊点位置,只当定位焊缝长度和焊缝融合,同时要缓慢冷却。
1.3 薄板铝合金TIG焊的研究现状
由于铝合金具有质软,活泼,表面易氧化,导热快等特点,在现代铝合金焊接中主要采用惰性气体保护焊的方式,采用氩气、氦气等惰性气体进行保护可以保证铝合金的焊接质量,常采用交流电源,可以添丝也可以选择不添丝。由于薄板铝合金易变形,易出现气孔等缺陷导致焊件的外观成形和力学性能降低,所以在研究过程中围绕薄板铝合金的焊接难点同时结合机器人焊接的高新技术,研究的方法现状主要如下:
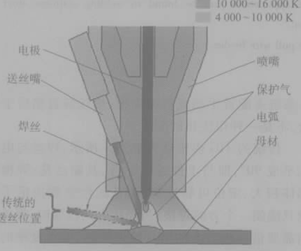
法国液空焊接集团研究的TOP-TIG焊是一种新的机器人焊接工艺,该工艺结合了TIG焊(焊接质量)和MIG焊(生产效率)的优点,其关键部件是一把独创设计的焊枪,如图1.1所示,填充焊丝穿过喷嘴与电极尖角平行。这种结构有一个重要的优点:减小了焊枪的总体尺寸,加强了机器人焊接时对于复杂焊接结构的可达性,无需借助机器人的第六轴改变焊枪及送丝的朝向。与该焊枪相关联的几个技术特征有:自动更换钨电极、双气流喷嘴和推拉丝送丝机构。该焊接工艺已经在汽车制造工业中得到实际应用,如使用CuSi3焊丝无飞溅焊接镀锌板;食品工业、金属装饰品或化工产品的其他应用,如焊接不锈钢或铝合金[17]。
 铝合金薄板机器人TIG焊接工艺试验研究(3):http://www.751com.cn/cailiao/lunwen_76603.html
铝合金薄板机器人TIG焊接工艺试验研究(3):http://www.751com.cn/cailiao/lunwen_76603.html