
随着电子技术的不断发展,无线遥控技术在社会的各个行业得到了广泛的应用,给各种设备的远距离操作带来了很大的方便。在焊接过程中,各种参数的调节通常是直接通过面板上的旋钮或开关来操作的,当电焊工离焊机的距离较近时比较方便,但是当距离较远或高空作业时,为了调节电流值: 焊工就必须往返几次或上下几层楼的路程,有时参数还要经过几次的调节才能调到合适值,这样就给电焊工的操作带来了极大的不便。为使焊工能在离焊机较远的距离对各种焊接参数进行远程调节,特设计了焊机专用遥控装置,它可以不受墙壁等建筑物影响,在一定的空间范围内对焊机的各项参数实现线遥控(包括焊接电流、电弧电压以及开、关机等操作)[2] ,这就使得车间焊接实现了网络化和数字化高速化。文献综述
1.1 AD HOS无线路由技术
Ad hoc是一个局域网,它采用无线通信技术,网络中的节点互相作为其邻居节点的路由器,通过节点转发,实现移动Ad hoc内部主机之间和内部主机与外部主机之间的通信。移动Ad hoc较之传统网络有很大的优越性,适合于无法和不便于预先铺设网络基础设施或者需要网络快速展开的场合。根据Ad hoc网络的特征,一般可以将Ad hoc的体系结构划分为5层,分别是:物理层,数据链路层,网络层,传输层,应用层。主要包括Ad hos的路由协议,多途径路由技术。[3]
1.2 工业无线技术
目前在工业自动化领域应用的无线技术主要有 ZigBee、IEEE802.11、蓝牙
(Bluetooth)等,下面是这几种无线通信方式的比较:
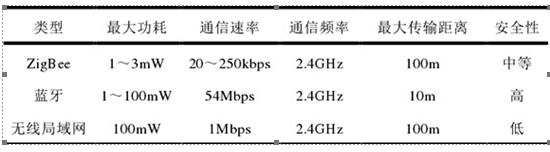
图1.1 工业无线技术比较
工业无线技术主要有高安全性,低成本,易维护,高灵活性的优点,越来越受到工业上的重视。[4]
1.3 无线遥控技术现状
国内目前有水电四局利用无线遥控技术作为传输媒介,实现远距离遥控电焊机各种焊接参数的设计方案为典型,该遥控装置由无线编码发射电路和无线解码接收电路两大部分组成[5] ,也有针对天车研究的基于AT89C52的天车智能遥控系统,为改善天车操作人员工作环境,提高工作效率和控制精度,对继电器- 接触器控制系统进行了改进。采用了先进的微波和电子技术设计无线智能遥控装置。该遥控装置分为遥控发射机和遥控接收机两部分。前者以单片机AT89C52 为核心,控制芯片MT8888C完成DTPF信号的发送;后者以单片机AT89C52为核心,控制芯片MT8888C完成DTPF信号的接收,并分析接收信号,进行译码。通过驱动外围设备,控制天车按发送命令运行,实现了对天车的远距离控制,大大方便了操作[8],也有华南理工大学所做的智能焊接在线监控系统智能焊接在线监测系统,整体系统如图所示
图1.2 智能焊接在线监测系统
主要包括数据采集和处理设备, 以及zigbee无线通信模块,上位机服务软件[10],美国方面有基于无线传感器网络的焊接电动机控制系统[12],无线遥控是基于载波遥控焊接电流控制系统完成了焊接电流的遥控,在研究控制算法等工作中有很大的贡献。在实际应用中,虽然系统构建在抗干扰能力较强的环境下工作,但是焊接电流的传输只能是单向的,这就不能实现焊接参数采集的传递。国内的遥控技术起步较晚,而且焊接参数(如电压,电流)的改变不能进行数字化的平滑调节,而是采用步进电机带动电位器来改变焊接参数。这只是一种开关式控制,无法进行焊接参数的采集和焊接参数的控制。焊接参数的遥控即使几乎是在无线电传输的基础上,在焊接电流执行机构都是无一例外的采用步进电机旋转一定的角度来调节电位器或变压器的中间抽头。对于前者调节电位器容易造成调节精度的问题;而对于后者带有中间抽头的变压器的焊接电源在逆变电源中应用很少,并且调节精度也有很大的误差[6]。 GMAW无线焊接参数过程控制技术研究(2):http://www.751com.cn/cailiao/lunwen_75710.html