
26
参考文献 27
致谢 28
1 绪论
1.1 选题研究目的及其意义
在当前产业生产过程当中,制造业自动化、高效化、机械化已经成为这个时代的主题。随着自动化技术的飞速发展,在工业生产中对铸坯的高效化生产有了更高的要求,同时为了减少工作人员劳动强度,火焰切割机随之产生。火焰切割机极大地改善了原始的切割方法,火焰切割机切割速度快,操作方便,维护简单。火焰切割机控制系统,西门子PLC和简单的界面,易于配置,编程简单,实时性强,具有广泛的应用。
现代工业中PLC 提供了一些可用和实际的解决办法为自动化控制应用,适应了当前自动化生产的需要。PLC 自动控制技术将计算机技术和通信技术结合,可以称为自动化生产中的核心,并且十分的可靠,组合简单,编程灵活,抗干扰能力非常强,这些优点都让 PLC 具有可观的优势。由于自动化可以节约大量的人力、物力等,并具有其它控制方法的一些特点,因此 PLC具有特别的优势,如良好的通用性、实用性强,完成硬件和编程方法很容易学,所以 PLC 广泛应用于工业领域。
1.2 火焰切割机的发展现状和前景
1.3 主要研究内容
本文主要研究的是PLC技术在火焰切割机控制系统中的应用,通过编写PLC程序设计实现远程控制切割坯。不仅可以更加直观的看到火焰切割机的运动状态,而且提供了各种可能性的维护和故障诊断,充分提高系统的工作效率。从而使得火焰切割机具有更好的稳定性,可靠性,以及安全性。文章设计包括硬件和软件两部分,硬件选用西门子 S7-200 CPU226 CN AC/DC/继电器和一个数字量扩展模块EM223 24V DC输入,完成了PLC的I/O口接线及其扩展模块I/O口分配,并给出了该系统的电气原理设计;软件按照系统控制要求,给出了系统整体工作流程,并进行了系统PLC程序梯形图设计。最后通过对所设计的程序进行调试,取得了较好的验证结果,说明了文章所做的设计是可行的、合理的。
2 火焰切割机系统分析
2.1 系统设计目标及要求
切割机的设计是一个钢方坯连铸切割系统的一部分,其主要任务是将刚浇注在完成切割切割精度要求坯。但连铸坯火焰切割机保持在高温环境下的切削,所以应该是稳定的和高可靠性。此次完成设计的总体任务为:
(1)铸坯切割机同步运行,稳定,可靠,无滞后。
(2)在自动模式下,根据火焰的长度自动切坯标准切割设备。在手动模式下,完成对机器的调试和检修。
(3)系统稳定可靠,提高精度,稳定性的测量,提高产品的成品率,并具有强大的控制功能,具有运行方式灵活的优点。
2.2 自动火焰切割机控制系统的组成
主要结构及工作原理如图2.1所示:
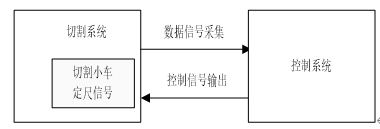
图2.1火焰切割系统结构示意图
(1)框架:以液压为动力的横向移动式结构,是切割的主要承重结构
(2)割枪小车:有割枪,割枪夹持器以及带动割枪行走的小车。
(3)切割机管道系统:包括车间氧气,乙炔气切割机到介质和冷却水管道供应的切割机拖动软管。
(4)切割割炬的路程控制设备:小车原位和割炬切割跟踪。安装在电机的输出轴切割传动装置的光电编码器,用于切割小车的路径跟踪和计数,限制在两个接近开关来确定车的原位和切割路线。 PLC在火焰切割机中的应用+梯形图(2):http://www.751com.cn/zidonghua/lunwen_76300.html