
11
2.2 晶格曲面造型设计 11
2.3 晶格曲面造型设计实例 14
2.4 本章小结 14
3 实验 15
3.1 实验材料 15
3.2 实验设备 15
3.3 实验设计 16
3.4 实验前准备及实验过程 18
3.4.1 实验前准备 18
3.4.2 实验过程 19
3.5 本章小结 22
4 实验结果及分析 23
4.1 实验结果 23
4.2 试件尺寸精度分析 23
4.3 熔池数据分析 26
4.4 本章小结 28
结 论 29
致 谢 30
参考文献 31
1 引言
1.1 课题研究背景及意义
随着航空航天科技工业的发展,飞行器独特的服役环境对其关键构件的设计制造提出了更高的要求。结构轻质化、结构的承载能力和功能的增强是高超声速飞行器、发动机散热器件、运载火箭关键构件设计制造过程中需要考虑的关键问题[1]。轻质多孔金属结构因具有优良的力学性能和广泛的多功能应用前景,成为近年来国内外研究关注的热点。作为一类典型的轻质多孔金属结构,三维点阵结构兼具结构和功能双重功效,不仅具有超轻、高比强度、高比刚度、高韧性、高能量吸收等优异机械性能[2],还具备良好的降噪音、阻尼减震、散热、电磁屏蔽等特殊功能,是一种性能卓越的多功能梯度结构,亦是最具应用前景的新一代先进轻质超强韧结构。
常用的多孔结构的制备工艺主要包括铸造成型技术和组装-焊接成型技术。其中铸造工艺包括十多道工序,既需要借助于复杂的模具设计,又依赖于高效可靠的浇注工艺,仅限于成型具有高流动性的有色铸造合金;组装-焊接成型基于冲压成型、挤压线切割或拉伸网折叠工艺制作芯板,再结合焊接或胶结工艺将芯体与面板连接,点阵结构的加工质量取决于点阵芯体与面板连接技术的可靠性[3]。因此,传统的多孔结构制造工艺需要复杂的加工工序,由此带来较高的加工成本。
受制于铸造成型技术和组装-焊接成型技术等传统加工方法制约,目前仅四面体点阵、八面体点阵、Kagome点阵等种类有限的点阵结构得到大规模的推广应用(图1.1)。成本高,工艺复杂,点阵设计自由度受限。对于图1.2所示的具有任意自由度的梯度密度三维晶格点阵结构,由于其曲面形态异常复杂,传统的加工工艺显得力不从心。梯度密度晶格结构相比于上述三维点阵结构具有更为复杂的曲面形态,并且该晶格式的点阵结构自为一体,机械强度性能远高于传统的点阵结构,然而,传统的加工工艺局限性制约了梯度密度晶格结构的设计自由度的发挥及其加工制造。
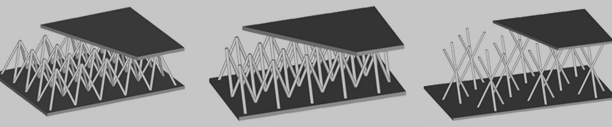
(a)八面体结构 (b)四面体和四棱锥结构 (c)Kagome 结构 梯度密度晶格曲面激光选区熔化工艺优化方法研究(2):http://www.751com.cn/zidonghua/lunwen_50343.html