
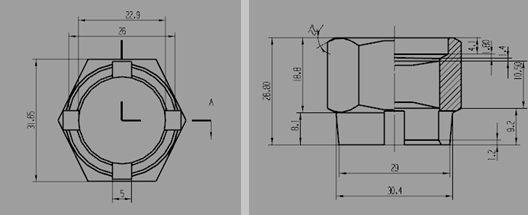
图3.1 带肩螺母
3.2 冷挤压件材料特性
零件材料选择35钢,35钢为优质碳素结构钢,具有良好的塑性和适当的强度,工艺性能较好,焊接性能尚可,大多在正火状态和调质状态下使用。35号钢广泛用于制造各种锻件和热压件、冷拉和顶锻钢材,无缝钢管、机械制造中的零件,如曲轴、转轴、轴销、杠杆、连杆、横梁、套筒、轮圈、垫圈以及螺钉、螺母、摩托车架等。
3.3 零件材料成型性能
35钢为优质碳素结构钢,具有良好的塑性和适当的强度,工艺性能较好。抗拉强度 ≥530MPA,屈服强度 为315MPA,伸长率σ5≥20%。强度与淬透性比相应的碳钢高,冷变形时塑形尚好,切削加工性良好,有回火脆性倾向,锻后要立即回火,一般在正火状态下使用。
3.4 设计方案拟定
经过分析,我制定了以下两种方案。
方案一:
工艺路线:下料—冷墩—校形—中间成形工序—最终成型工序—辅助工序。
工序一:通过计算确定毛坯尺寸,然后下料;工序二:预成形,对毛坯进行墩粗;工序三:对零件进行校形,修整零件的平面度和圆角半径等尺寸,以满足工件要求的工序;工序四:中间成形工序是从毛坯到挤压件的中间准备工序,给出挤压件大体的形状和尺寸;工序五:通过最后一道工序挤压成形,得到符合要求的挤压零件;工序六:安排退火处理。
工序步骤如下图3.2所示:
最终成形 中间成形 预成形 下料
图3.2 工艺步骤
方案二:
工艺路线:下料—冷墩—校形—辅助处理—中间成形工序—最终成形工序
工序一:通过计算确定毛坯尺寸,然后下料;工序二:预成形,对毛坯进行墩粗;工序三:对零件进行校形,修整零件的平面度和圆角半径等尺寸,以满足工件要求的工序;工序四:在预成形之后对零件进行退火并经润滑处理;工序五:中间成形工序是从毛坯到挤压件的中间准备工序,给出挤压件大体的形状和尺寸;工序六:通过最后一道工序挤压成形,得到符合要求的挤压零件。
方案分析比较:上述两个方案中,各工序都差不多,不同的是方案一是在最后一道工序对零件进行退火处理,而方案二则是在预成形之后进行退火处理。在查阅相关资料之后得知,在最后挤压成形得到合格挤压件后,可以改善或消除钢铁在铸造、锻压接过程中所造成的各种组织缺陷以及残余应力,防止工件变形、开裂。
综上所述,选用方案一较合适。
4 毕业设计(论文)内容
4.1 基本内容
按照冷挤压零件的技术要求,制定多种冷挤压工艺方案,并选择一种最合适的方案。进行工艺计算及分析,根据不同的工艺条件和模具参数,分析各工序挤压过程金属流动和应力应变;选定合理的设备和模具工艺参数,利用NX 软件设计出成形工艺中至少3工步成形模具的总体结构,制定主要模具零件的加工工艺。
4.2 重点内容
按照冷挤压零件的技术要求,制定多种冷挤压工艺方案,并选择一种最合适的方案。冷挤压模具的设计,模具成型零件及其它零件结构设计、绘制成型零件图及其它非标准零件图。
4.3 难点内容 带肩螺母挤压工艺分析和模具设计开题报告(3):http://www.751com.cn/kaiti/lunwen_42981.html