
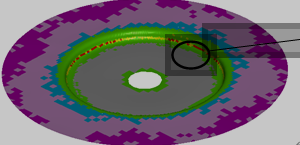
图1.2拉深件侧壁靠近底部凸模圆角部位的破坏
2)变薄
板料变薄是板料拉深的结果,从工程实际的角度来看,对冲压件而言,板料厚度减少4%~20%通常是可以接受的,如果减少的太多,则将减弱零件的刚度,引起开裂。金属的延展性和延伸率是影响板料变薄的重要因素[14]。控制板料的变薄是模具设计的重要方面,一般而言,板料的变薄越均匀越能获得好的冲压件质量[15]。
3)起皱
在平面应力作用下,平板的板厚方向由于外力的压缩成分(σ、τ中的负应力)的存在而可能引起不稳定。引起这种应力状态的外力是有很大区别的,大致可分为压缩力、剪切力、不均匀的拉深力、板内弯曲力等[16]。当这些外应力中的压应力成分在平板的板厚方向达到或超过其材料的稳定极限时,工件便产生起皱现象。也可以说,起皱是压力集中作用在板料上未获支撑或为受约束的局部位置而引起的局部屈曲,也成压缩失稳。如皱纹、折叠、侧壁波纹、向外翘曲级向内鼓起等,这些现象在薄板中通常比厚板中更厉害。
1.3 拉深成形中常见问题解决方法
1)拉裂解决方法
在冲压成形时,冲压毛坯转变为冲压件的实质就是冲压毛坯变形区形状的变化,所以在生产中均采用应变值来衡量毛坯变形区的变形能力。虽然可以用简单拉深试验所得到的延伸率来衡量变形区的变形功能,但是,由于多种变形方式与变形条件因素的影响,目前还不能应用延伸率的方法确切的对变形区破坏进行定量描述、预测和确定合理的工艺参数。对于复杂形状的曲面零件的成形,目前多应用成形极限图(FLD)作为破坏的判断和预测[17]。
2)变薄解决方法
调整拉延筋的设计参数与布置方案可以控制板料变薄的情况,调整合适的约束力也可以控制板料变薄情况;同时金属材料本身的延展性和延伸率是影响板料变薄的重要因素[18]。
3) 起皱解决方法
在金属板料成形加工中通常存在三种类型的起皱现象:法兰起皱、侧壁起皱和由于残余压应力在未变形区域产生的弹性变形。在冲压复杂形状的时候,拉深壁起皱就是在模具型腔中形成的褶皱[19]。由于金属板料在拉深壁区域内相对无支撑,因此,消除拉深壁起皱比抑制法兰起皱要难得多。在不被支撑的拉深壁区域中材料的外力拉深可以防止起皱,这可以在实践中通过增加压边力而实现,但是运用过大的拉深力会引起破裂失效。因此,压边力必须控制在一定的范围内,一方面可以抑制起皱,另一方面也可以防止破裂失效。合适的压边力范围是很难确定的,因为起皱在拉深零件的中心区域以一个复杂的形状形成,甚至根本不存在一个合适的压边力范围[20]。但一般情况下,可以通过设置压边力和拉延筋来达到控制起皱的目的。
1.4 主要研究内容及目标
本课题首先选取了不规则形件——凹槽薄壁筒件即防尘盖作为研究起点,针对智能数控冲压机床对压边力控制的要求,借助CAE手段通过改变工艺参数,通过三维软件PRO/E建模,用Dynaform进行凹槽薄壁筒件的成形性能的有限元分析仿真优化,探讨凹槽薄壁筒件冲压成形工艺,为零件加工确定一个合理工艺路线。
通过对防尘盖进行CAE仿真模拟,提出防尘盖可行的成型方案,通过调整方案中冲压参数,来改进方案的整体成形效果,最终提出一个最优的工艺方法。 Dynaform防尘盖拉深成形有限元分析和工艺优化(3):http://www.751com.cn/jixie/lunwen_69282.html