
1.2.2粉末压制成形原理
粉末压制成形[1]是指将松散的粉末压制成具有一定形状、尺寸、密度和强度的压坯的工艺过程,是粉末冶金生产的主要工序之一。粉末压制成形方法有很多,如刚性模具压制成形法、金属注射成形法、等静压法等。
其中,刚性模具压制成形法与其他方法相比,具有生产速度快、尺寸精度高和经济效益明显等特点,在粉末冶金行业中被广泛使用。这种方法是将金属粉末或混合料装入钢制压模内,在模冲压力的作用下,经过加压、保压和卸压,最后从阴模中脱出形成压坯的工艺过程,如图1.1所示。
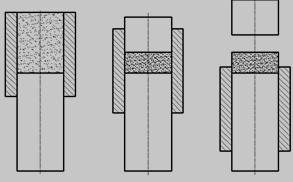
图1.1 压制过程示意图
根据粉末成形理论,粉末成形过程可分为如图1.2所示的三个阶段。
第Ⅰ阶段:开始加压后,粉末体中的“拱桥”被破坏,颗粒位移并填充空隙。结果,压坯体积减小,密度迅速增加并达到最大充填密度。
第Ⅱ阶段:由于“拱桥”已被破坏,大量宏观孔隙被填充并达到最大填充密度,因此粉末体表现出一定的压缩阻力。在此阶段内,继续增大压力时,压坯密度并没有明显提高。
第Ⅲ阶段:当压力继续增大,超过粉末材料的临界应力值(屈服强度或强度极限)时,粉末颗粒开始变形或断裂(如脆性粉末),由于变形和位移同时作用,因此密度又随之增大。
粉末压制成形的三个阶段
实际情况要复杂得多,如在第Ⅰ阶段,粉末体致密化虽然以颗粒位移为主,但同样也伴随着少量的颗粒变形;在第Ⅲ阶段,粉末体的致密化虽然以颗粒变形为主,但同样也伴随着少量的颗粒位移。
应该指出,压制力和压坯密度关系曲线形状与粉末的种类有关。压制脆而硬的粉末时曲线第二段较为明显,呈平坦状;但压制铜、锡、铅等塑性较好的粉末时,第二段则基本消失
Pro/E500T粉末成形机送料系统设计(3):http://www.751com.cn/jixie/lunwen_69245.html