
2.6.2绘制机床联系尺寸总图之前应确定的主要内容 10
2.7生产率计算卡的制定 12
2.7.1理想生产率Q 12
2.7.2实际生产率Q1 12
2.7.3机床负荷率 13
第三章 PLC控制系统设计 14
3.1PLC简介 14
3.1.1主要功能 14
3.1.2可编程控制器的主要结构 14
3.1.3 PLC的性能指标 14
3.2 PLC控制系统设计的主要内容与方法 15
3.2.1 PLC控制系统设计的基本原则 15
3.2.2 可编程控制器控制系统设计的主要环节 15
3.3设计六工位组合机床的PLC系统 16
3.3.1工艺需求和工作步骤 16
3.3.2设计主电路部分电路图 16
3.3.3 设计液压控制图 17
3.3.4可编程控制器型号择取和端口设计 18
3.3.5 工作流程图的绘制 21
3.3.6 梯形图的绘制 22
结束语 27
致 谢 28
参考文献 29
附录A 30
附录B 31
第一章 工艺过程的制定以及对零件图的分析
1.1首先选择毛坯,对单缸泵泵体的结构进行分析
本次设计选用了铸造方法完成的毛坯,其是大批量完成生产的金属模机械砂型。根据这批毛坯的特性对其造型材料的工艺方法进行了选择,为金属型;并对其尺寸的公差等级CT以及机械加工余量等级MA进行了确定,其值分别为8和F。同时,对CT8MAF和零件的基本尺寸进行了分析,最后对于加工余量值的数值(单边:2.0mm双边:1.5mm)完成了最后的选取,为2.0 mm,同时对于存在气孔、夹渣、砂眼以及部分存在缩松、裂纹等问题的毛坯铸件,尽量不予选用。一些铸件表面存在的毛刺结瘤等要及时的进行清除,避免影响效果,正火处理200HBS 来消除内应力,锐边倒钝所有钻孔倒角 。在毛坯图绘制的过程中,运用加工表面以及机械加工余量,最后完成了对合格、并且符合本工程的毛坯的确定。
对于液压系统来说,其主要的功能是将机械能转变为液压能,所以液压泵作为本系统中重要的组成,整个液压系统的可靠和稳定都需要依赖液压泵,对于整个系统来说,液压泵尺寸的选用也十分重要。
1.2制定工艺过程
本次设计制定的加工工艺见表1-1:
产品名称:单缸泵; 零(部)件名称:泵体
毛坯种类:铸件; 材料的牌号:HT200;
毛坯外型尺寸: ;
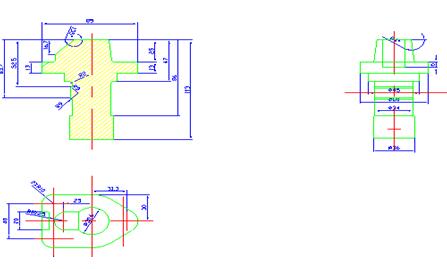
图1-1 零件毛坯图
表1-1加工工艺表
1.3对需要加工的工序进行确定
该次是对六工位组合机床的设计,对扩铰 的孔要选择120工序进行钻取,并根据查询的简明设计手册中的表5-10,对经济工程等级进行确定,为7-9级,而表面粗糙程度为 ,说明了适用于成批、大量的进行生产;同时对其他相关的资料查询得到中心钻标准,具体如下表1-2:
表1-2各工位布置
第二章 组合机床的设计
2.1组合机床的特点
组合机床时一种高效的专用机床,它根据被加工工件的条件来设计他的功能作用,他通常是由少量根据被加工工件的条件设计的专用部件和大量的通用部件组成,他有一下几个特点:
1)因为使用较多通用部件,所以组合机床设计制造周期短 PLC钻孔六工位组合机床设计+CAD图纸+梯形图(2):http://www.751com.cn/jixie/lunwen_47976.html