
附 录 23
第一章 绪论
1.1材料性能的分析
我所设计的塑件是一个家用塑料喷头,使用的材料是聚氯乙烯(pvc),属于热塑性塑料。生产类型为大批量生产,其零件如图所示。
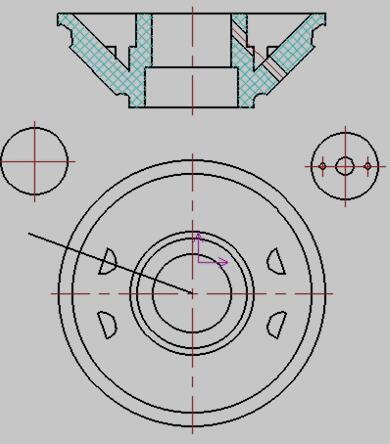
图1.1 塑件图
材料性能:
聚氯乙烯有许多使用性能:比如拥有自熄性(即本身比较不易燃烧),比如有阻燃性(因为之前的自熄性能,所以相应的具有成为阻燃材料的条件)、比如拥有高强度,还有较高的几何稳定性以及其他性能;聚氯乙烯的吸水性也比较好。但是熔料的流动性差,而且成型时收缩率低、不易成型。
但是聚氯乙烯这种材料在成型过程中,很大几率率会出现缩孔缩松,还有浇不足、缩瘪等等的缺陷,又因在成型时候成型温度高,这也导致了其本身的化学分解反应产生(有毒),因此,pvc在成型时要严格注意控制其成型温度和滞留时间,并且其浇注系统应相应的粗短些,进料口截面宜大些,冷却的速度不能够太快,综合以上种种情况,选用大口径的喷嘴----------------------[1]
1.2塑件的结构和尺寸精度分析
1.2.1结构分析
塑件的结构工艺性与模具设计直接相关。该塑件应用于喷头上,需要合理的设计分型面和确定型腔数。设计的过程中我们应将目光放的长远点,设计时要注意兼顾总体结构、设计出合理的模具结构以防产生疏松、缩孔、气泡等缺陷,以达到提高生产率和降低成本。将制造变得更加容易同时工作更加流畅简单。
1.2.2尺寸分析
1.基本情形:零件外形大致为圆锥形。圆锥的中心有Ø36mm和Ø42mm的阶梯通孔。外形最大尺寸为120mm其为一个园,在内壁上存在四个相对于x轴成20°的半圆芯凸出来,r=6毫米,h=9毫米,圆锥底部有一Ø120mm的凸缘,5mm高。总体斜度为45°。
由上可得:设计时必须要设计侧向分型抽芯机构,又因为该制件抽芯成型面面积较大,凸缘也比较浅,抽拔距也较小,综合考虑以上种种情况故选用斜块抽芯机构成型------------------------------------------------------[2]
2.尺寸精度分析:模具相关零件的尺寸加工可以得到保证的原因是此塑件的尺寸精度处于中段,最大处塑件的壁厚=7mm,最小处塑件的厚度为5mm,可得出其壁厚差为2毫米,查《塑料模结构与设计》表2—6,可得:壁厚较均匀的情况下,是有利于零件的成型的———————[3]
第二章 注塑模的总体结构设计
虽然现代注塑机已经有各种各样的样式,但是大致都差不多。每一副模具均有动模和定模两部分组成。定模和动模的安装部位相对,定模在注塑机固定的工作台上,而动模的部分却是在工作的台面上,这样运动是动定模即可相合。
注塑模结构设计主要包括:
1.模具型腔数目的确定
2.型腔的排列方式分型面选择
3.冷却水道布局
4.浇口位置设计
5.模具工作零件的结构设计
6.侧向分型与抽芯机构的设计
7.推出机构的设计。
2.1模具型腔数目确定及排列
2.1.1确定型腔数
技术参数和经济指标是现今影响型腔数目的两大方面。《塑料成型工艺与模具设计》中P96的型腔数量公式或者进行型腔数量的校核-----------------[3]
得型腔数目计算公式:
n=0.375G/V式中:所以
即本模具在注塑时,采用一模一腔的形式。
2.1.2确定型腔排列方法
注塑件为一模一腔形式,排列时侧抽芯不受影响。所以抽芯距不过长,模具设计趋向简单即可。 家用塑料喷头的注塑模设计(2):http://www.751com.cn/jixie/lunwen_47773.html