
2.2冲裁结构的确定 2
第三章 弯曲模工艺参数的计算 3
3.1回弹值和最小弯曲半径的确定 3
3.2弯曲件毛坯尺寸的计算 3
3.3弯曲力的计算 3
3.4弯曲模压力机压力的计算 3
第四章 弯曲模结构参数的计算 4
4.1凸模与凹模圆角半径和凹模工作部分深度的计算 4
4.2凸模和凹模之间间隙值的确定 4
4.3凸模与凹模横向尺寸和制造公差 5
第五章 落料冲孔复合模工艺参数的计算 6
5.1排样方式以及搭边值的确定 6
5.2材料利用率的计算 6
5.3冲裁工艺力的计算 6
5.4模具压力中心的确定 6
第六章 落料冲孔复合模结构参数的计算 8
6.1冲裁件的工艺分析 8
6.2凸模凹模间隙值的确定 8
6.3凸模凹模刃口尺寸的确定 8
第七章 复合模主要零件的设计 10
7.1凸模的设计 10
7.2凹模的设计 10
7.3凸凹模的设计 10
7.4卸料版的选择 10
7.5上下顶杆的设计 10
7.6固定板的设计 10
7.7垫板的设计 10
7.8弹性装置的设计 11
7.9模柄的选择 11
第八章 弯曲模主要零件的设计 12
8.1凸模的设计 12
8.2凹模的设计 12
8.3推板的设计 13
8.4模柄的选择 14
8.5上下顶杆的设计 14
第九章 模具零件图和装配图的绘制 15
9.1零件图的绘制 15
9.2装配图的绘制 15
第十章 压力机的选择 17
10.1复合模压力机的选择 17
10.1弯曲模压力机的选择 17
结束语 18
致谢 20
参考文献 21
第一章 零件的工艺分析
1.1零件的形状分析
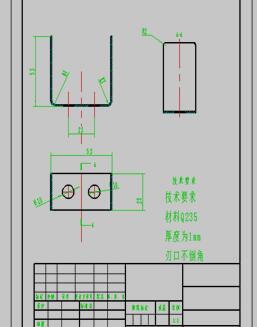
图1-1 零件图
由这个零件图可以了解到的情况就是,该零件为U型件,厚度为1mm,产品的形状外形比较简单,它的结构满足是冲压生产的要求的。这张零件图上是没有标注公差的,根据工件公差等级的IT12水平就可以确定,它是否满足要求。
1.2零件的材料分析
按照指导老师给出的数据,零件材料为Q235,该材料的各项力学性能如下:抗剪强度为303~372MPa,抗拉强度为375~460MPa。屈服强度为235MPa,伸长率为26%~31%。由于它含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛,所以该零件选择Q235作为其材料是符合要求的。
第二章 冲裁方案的确定与规划
2.1冲裁方案的确定
冲裁模按工序组合分为:单工序模、复合模和级进模三种。 单工序模实际上是在压力机一次行程内只干一个冲压工序的模具。复合模就是在压力机一次工作过程中,在模具的同一部位同时完成好几道工序的模具。级进模就是冲多个冲压工艺,按一定的顺序,在不同位置同时完成两个或两个以上的过程。这三种模具各有各自的特点。复合模具有导向精度高最高,工件表面平整的优势,所以优先选择复合模,最终我认为工件应采用冲孔落料复合模和弯曲单工序模的组合。 离合器内U型连接件冲压模设计(2):http://www.751com.cn/jixie/lunwen_47769.html