
如下图1.2的工件图所示,该零件为一个盒形状结构。材料的厚度t=1mm,拉深工艺完成之后厚度基本不变,零件底部圆角半径r=10mm;并且带凸缘,材料为0Cr18Ni9。
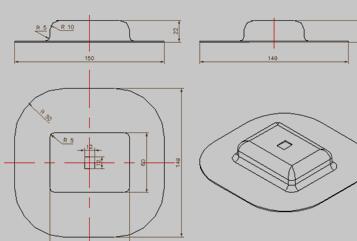
图2.1 工件图
首先拉伸的时候采用拉深模具将冲裁好的条料毛坯压制成带有开口的空心件,或者是将已经开口的空心件加工成别的形状。一种处理是采用拉丝模在粗冲好的条料毛坯的第一段压成各种开口空心件的加工方法,另外一种是将一个空心件放到另一个形状的中空件中。本次课题的方盒形托盘冲压工艺采用的是前者的加工方法。毛坯材料的尺寸在接下来的设计中需要拓展计算。拉深所用的模具叫做拉深模。这项拉深工艺可以加工比如像筒件、阶梯形、球形、锥形、抛物线形等旋转体的很多零件,当然也可以制出方形等非旋转体的零件。本方盒型托盘零件就是属于非旋转体零件。其次零件的工艺性对精度的要求在一般情况下是这样规定的,对于精度要求高的拉深件,应在拉深后增加整形工序,以提高其精度,由于各种材料存在的向异性,拉深件的口部或凸缘外缘一般是不整齐的,所以出现“凸耳”现象,为了获得所需要的凸缘外形,需要增加切边工序,采用拉深件的尺寸精度应在IT13级以下,但不宜高于IT11级;。、
影响拉深件工艺性的因素主要有拉深件的结构与尺寸、精度以及材料特性;深件各部分的尺寸必须保证合适的比例;拉深工艺性对结构与尺寸的要求是本课题中的拉深件要求加工方法尽量简单、对称;拉深件的尺寸精度不宜过高;在材料方面,拉深件不需要较高的屈服强度和硬度;拉深件的圆角不宜过小,以产生褶皱为的是方便拉深成形;。
另外该盒形件的工件材料为0Cr18Ni9,不锈钢,抗拉强度 大于等于520mpa屈服强度 大于等于205mpa伸长率40%。该工件的结构较为简单、形状对称。尺寸公差为IT14,选择使用普通的冲裁方法就可以达到零件图样上所要求的工艺。 成形方盒型托盘工件的模具设计+CAD图纸(3):http://www.751com.cn/jixie/lunwen_33958.html